
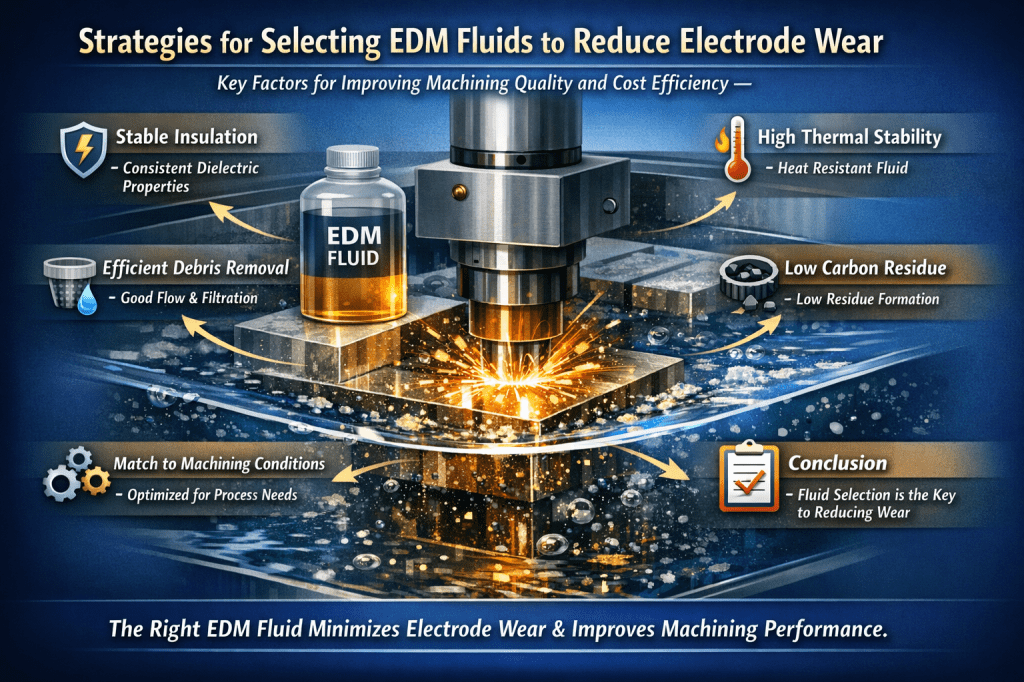
— Key Factors for Improving Machining Quality and Cost Efficiency —
In electrical discharge machining (EDM), electrode wear is an inevitable phenomenon, but it is also a controllable variable. Excessive electrode wear leads to reduced dimensional accuracy, increased correction work, longer machining time, and higher overall costs.
While many shops first review machining parameters or electrode materials, the selection of EDM fluid actually has a significant impact on electrode wear.
1. Why Does Electrode Wear Occur?
Electrode wear occurs when the electrode surface is eroded by the high-temperature, high-energy plasma generated during electrical discharge. In this process, the following factors play a decisive role in determining the wear rate:
- Concentration of discharge energy
- Stability of the discharge
- Efficiency of heat dissipation
The EDM fluid directly influences all three of these factors.
2. Stable Insulating Properties Reduce Electrode Wear
The most critical condition for reducing electrode wear is discharge stability. When an EDM fluid has inconsistent or degraded insulating properties, abnormal arcing or continuous discharges are more likely to occur, causing excessive heat to concentrate on the electrode.
An EDM fluid with stable insulating characteristics allows uniform discharges to occur only when needed, minimizing localized damage to the electrode surface.
Key Points
- Fluid with consistent dielectric breakdown voltage
- Fluid with minimal degradation of insulating performance over time
3. Choose EDM Fluids with High Thermal Stability
Electrode wear is not merely a discharge issue—it is also a thermal management issue. If an EDM fluid has low thermal stability, it decomposes rapidly at high temperatures, leading to an unstable discharge environment.
Synthetic EDM fluids generally offer superior thermal stability compared to mineral oil-based fluids, maintaining consistent discharge characteristics even during long machining cycles or high-energy operations. This reduces thermal stress on the electrode and contributes to lower wear rates.
4. Debris Removal Performance Directly Affects Wear Rate

If fine sludge generated during EDM remains between the electrode and the workpiece, secondary discharges or arcing can easily occur. This is one of the primary causes of accelerated electrode wear.
EDM fluids with appropriate viscosity and good flow characteristics effectively remove debris, keep the machining gap clean, and maintain a stable discharge environment.
Key Points
- Low-viscosity or high-fluidity fluids
- Fluids with excellent compatibility with filtration systems
5. Low-Carbon-Residue Fluids Protect the Electrode
Carbon residues formed during thermal decomposition of EDM fluids can adhere to the electrode surface, causing uneven distribution of discharge energy. This leads to localized over-discharge and accelerates electrode wear.
EDM fluids that generate minimal carbon residue help maintain uniform discharge marks and stabilize the condition of the electrode surface.
6. Consider Fluid Properties Based on Machining Conditions
Not all EDM fluids perform optimally under the same conditions.
- Micro-machining / precision molds → Focus on discharge stability and low residue
- High-speed machining / rough machining → Focus on cooling and debris removal performance
Selecting an EDM fluid that matches the machining purpose and energy conditions is essential for effective control of electrode wear.
Conclusion: Electrode Wear Is Determined by Fluid Selection
Reducing electrode wear is not simply a matter of lowering machining parameters. The most fundamental solution is choosing an EDM fluid that creates a stable discharge environment.
An EDM fluid with balanced insulating stability, thermal stability, and cleaning/debris removal performance not only reduces electrode wear but also improves machining quality and productivity.
If you are struggling with repeated corrections and defects caused by electrode wear,
consider reviewing your EDM fluid before replacing the electrode itself.

Dyna Co., Ltd.
Industrial Lubricant Solution
E-Mail : dyna@dynachem.co.kr
Web : dyna.co.kr/en/


댓글 남기기