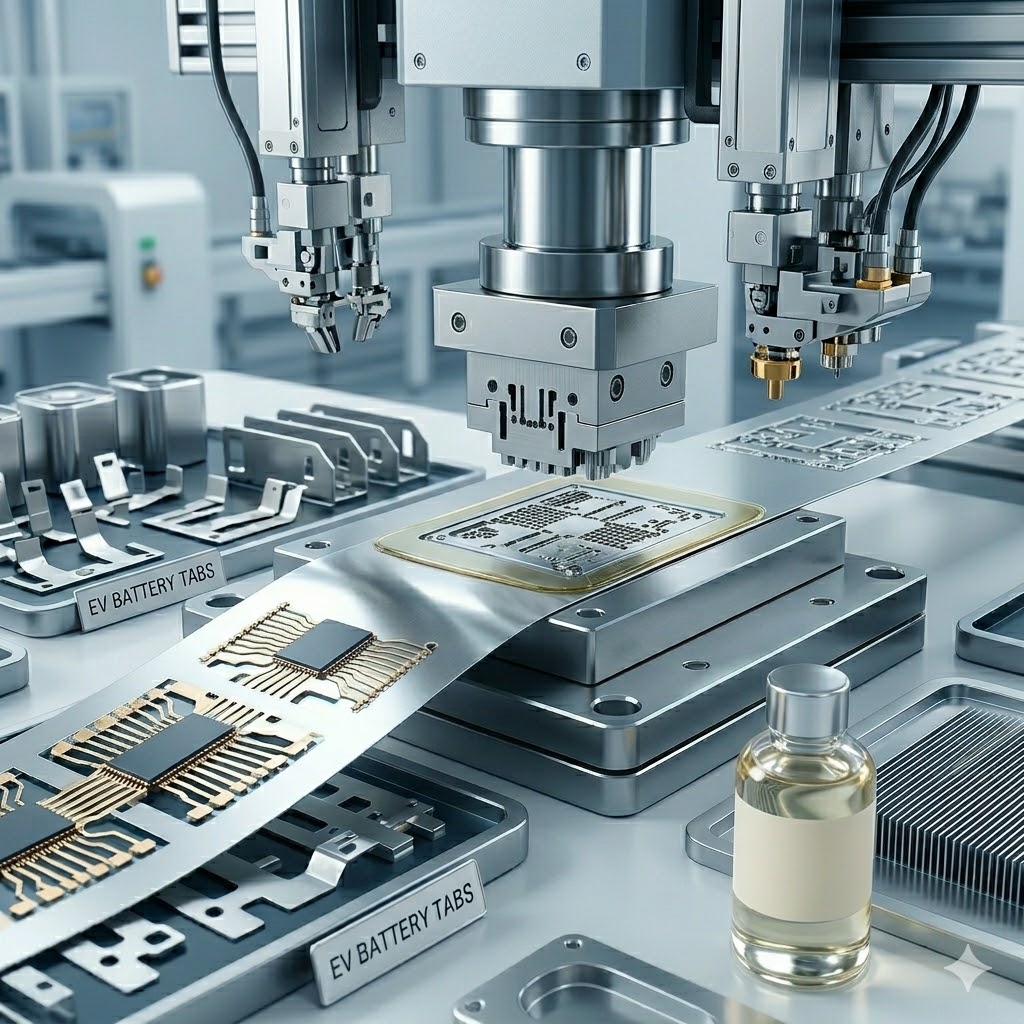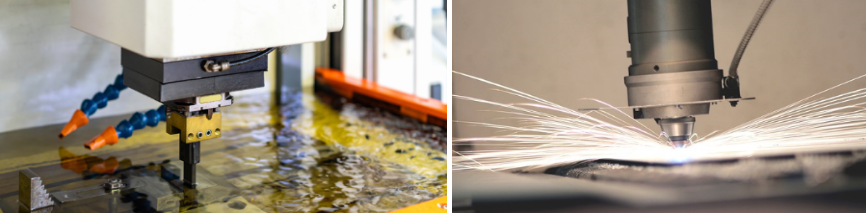
Recently, the key themes in the home appliance, mobile, and semiconductor industries are undoubtedly miniaturization and high integration. In precision machining sites that handle ultra-thin materials under 0.1mm, there is a factor just as vital as the machine’s performance: Stamping Oil. This “invisible player” controls the friction between the mold and the material.
Today, we will take a deep dive into why stamping oil is essential in the electronics and semiconductor industries and the core functions it performs.
1. Core Functions: A Shield Protecting Molds and Materials
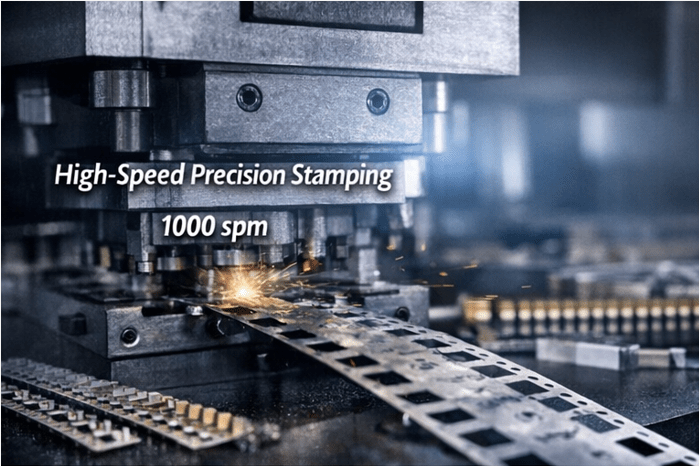
Electronics component machining occurs at high speeds within extremely narrow clearances. In this environment, stamping oil plays three critical roles that determine process stability:
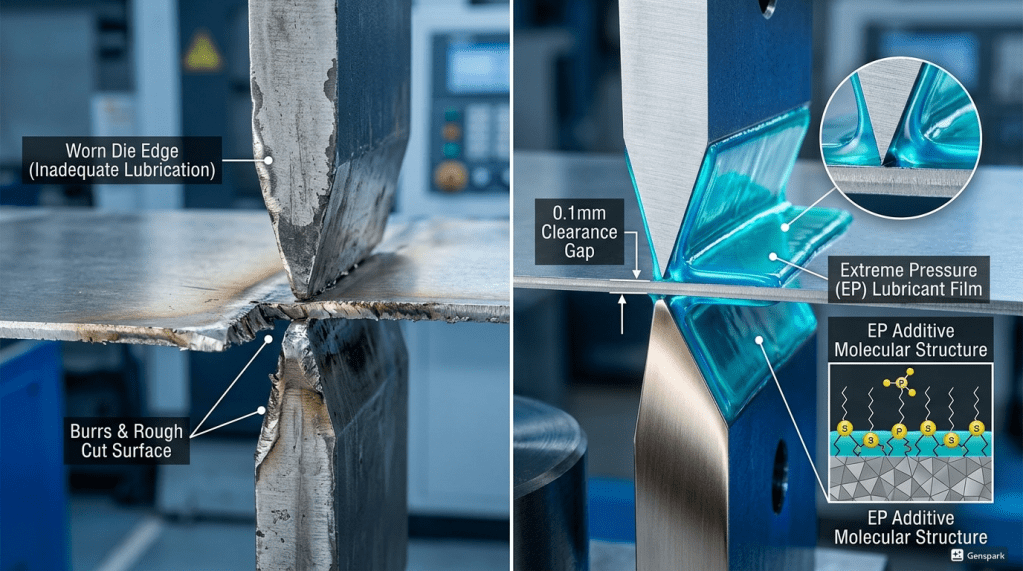
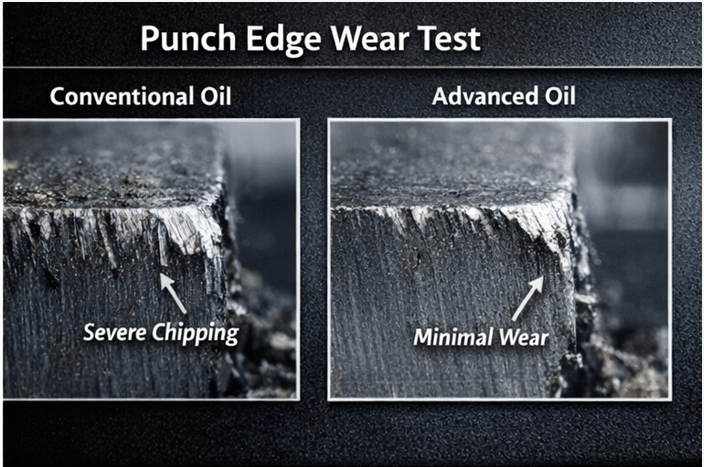
- Formation of Extreme Pressure (EP) Lubrication Film When machining ultra-thin sheets (under 0.1mm), immense pressure is concentrated between the punch and the material. High-performance stamping oil forms a robust EP Film that does not break down even under extreme conditions, preventing mold wear and protecting the material from scratches.
- Cooling and Prevention of Thermal Deformation Frictional heat generated during high-speed repetitive tasks can reduce mold hardness and cause minute dimensional changes in the material. Stamping oil quickly absorbs and dissipates this heat to maintain consistent machining precision.
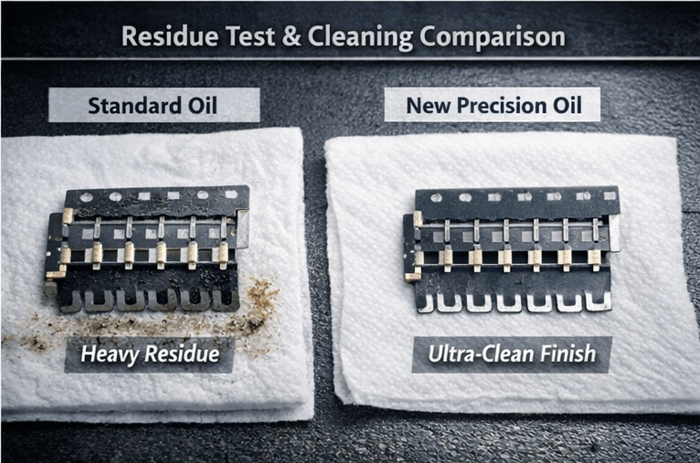
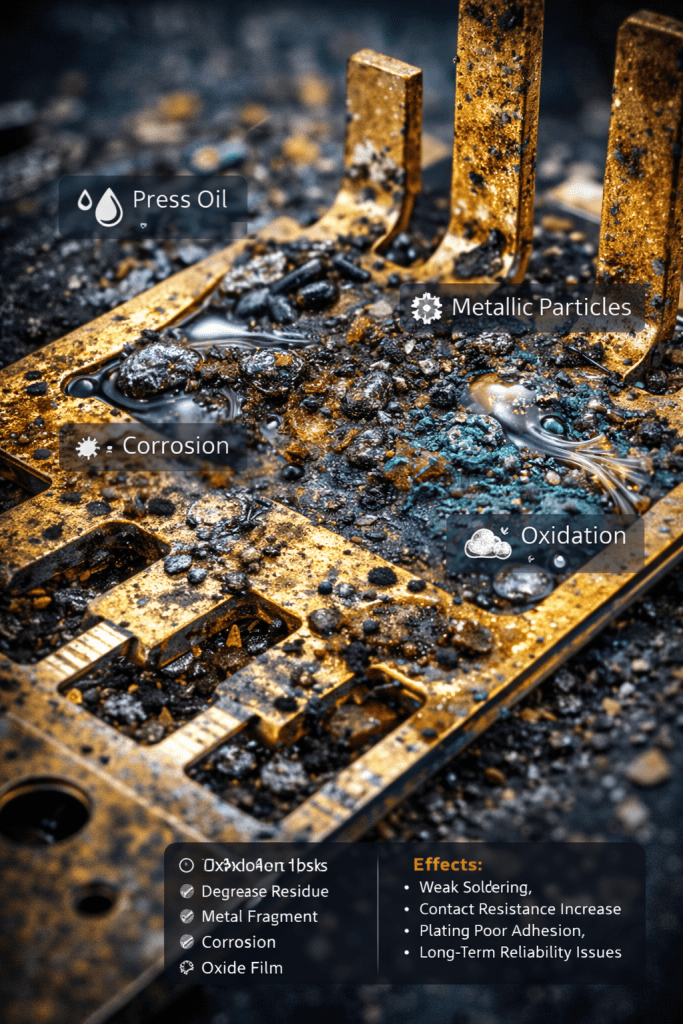
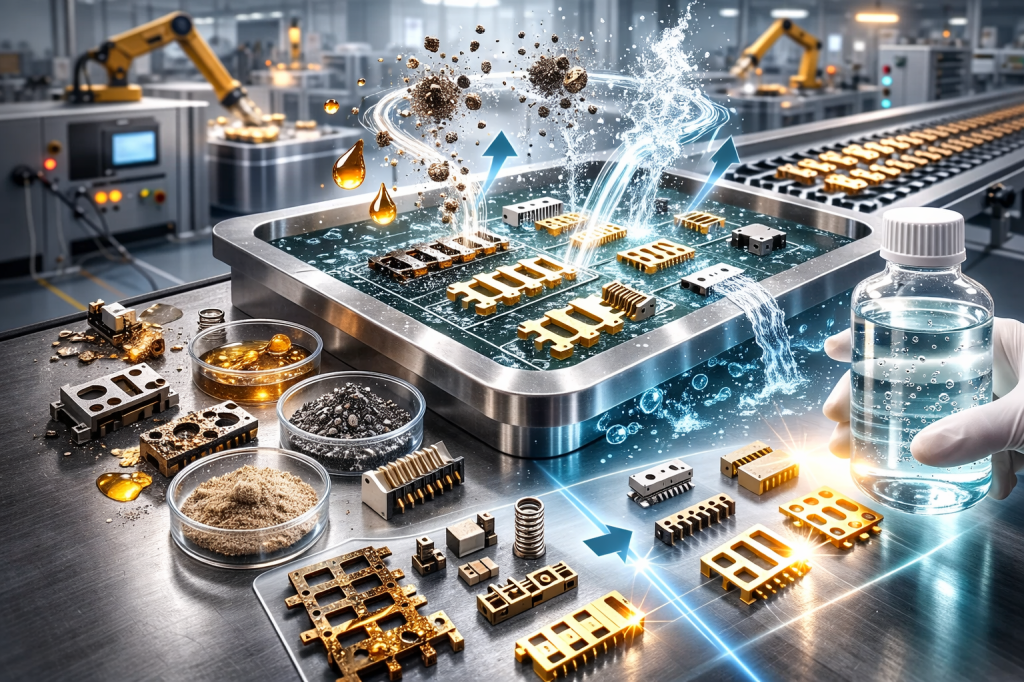
- Chip Evacuation and Cleaning Fine metal dust (chips) remaining in the mold can directly cause product defects. Stamping oil with excellent fluidity immediately flushes out these micro-chips, keeping the interior of the mold clean.
2. Why Is It More Critical in the Ultra-Precision Industry?
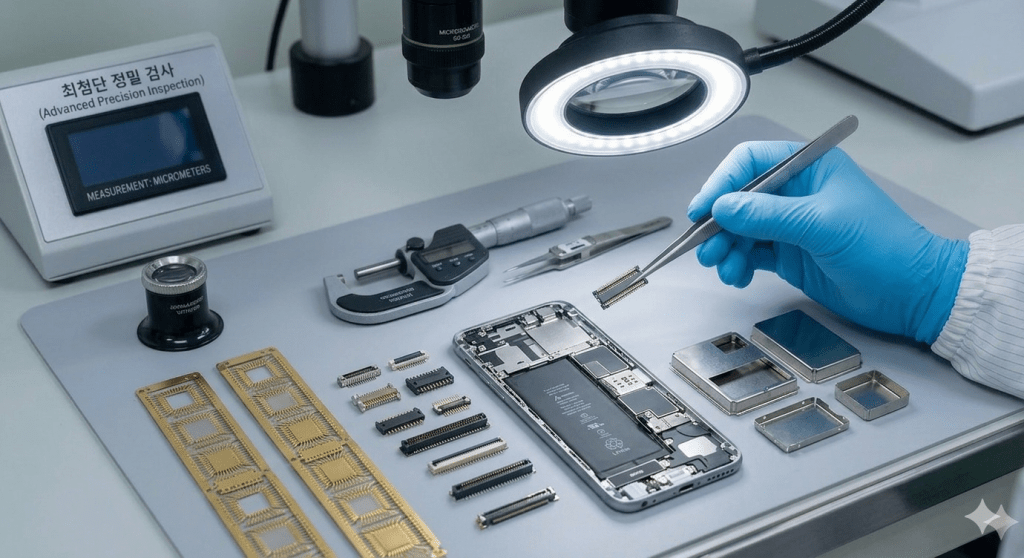
Unlike general metalworking, machining electronics and semiconductor parts is highly demanding due to its linkage with downstream processes.
- ① Maintaining Precision of Micro-Terminals For components like connectors or lead frames, even a tiny dimensional error can cause fatal issues in electrical signal transmission. Inconsistent lubrication leads to uneven surface roughness, instantly turning expensive parts into scrap.
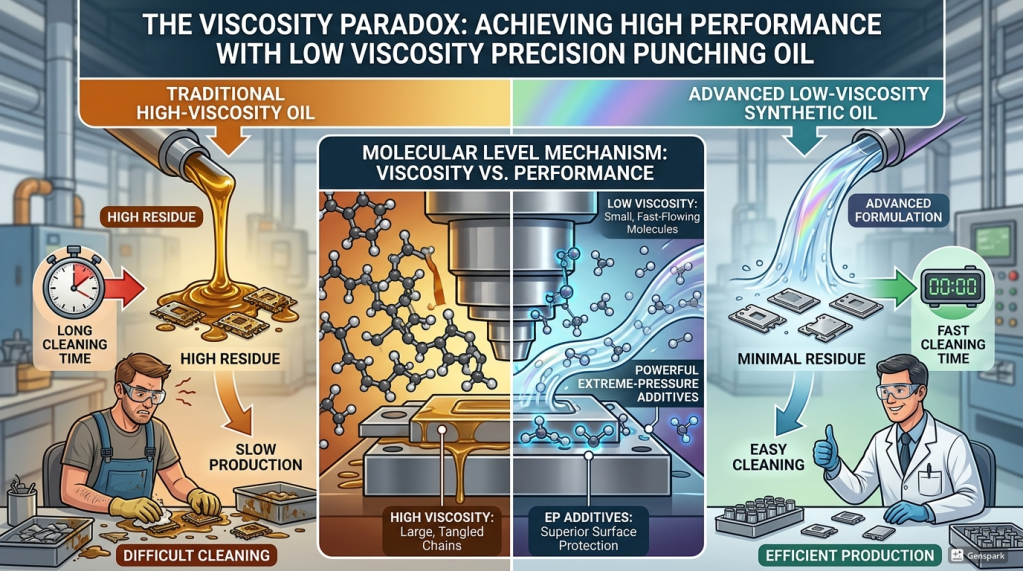
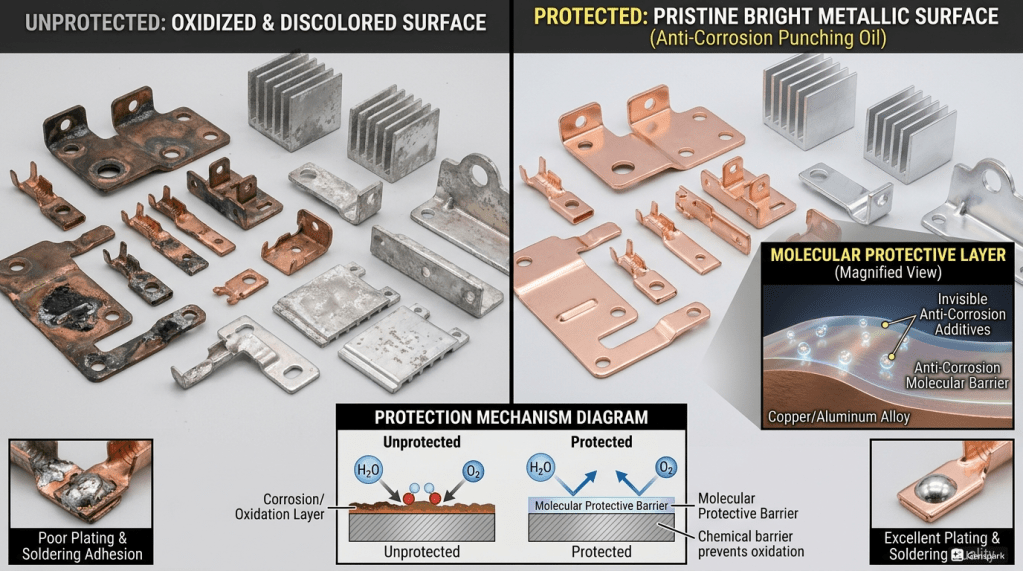
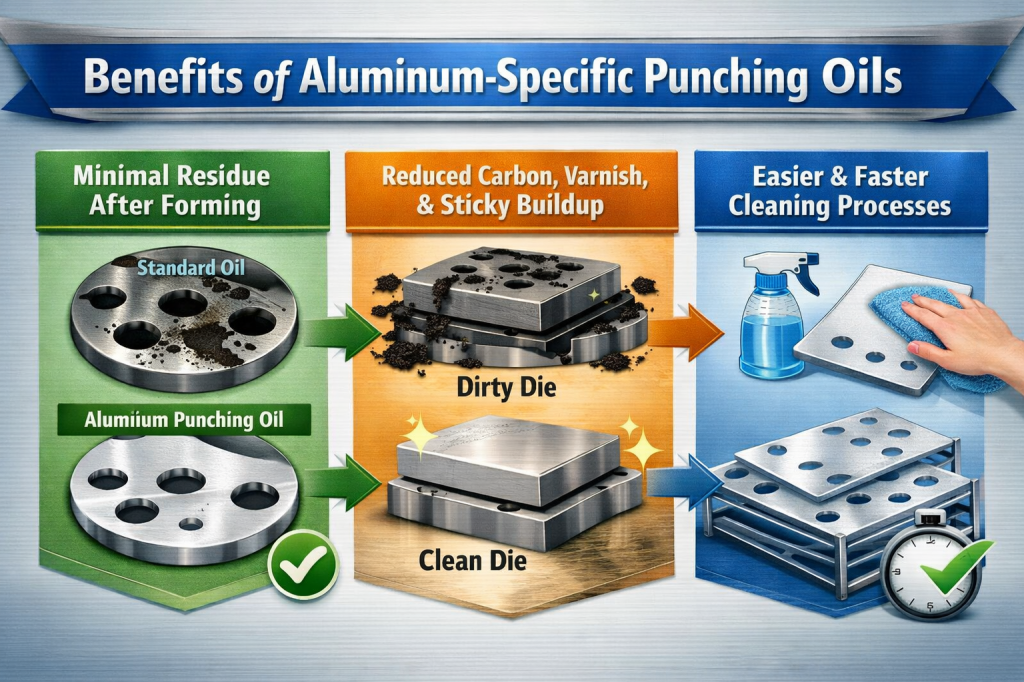
- ② Efficiency in Cleaning (Vanishing Oil) Recently, Vanishing Oil (Volatile Stamping Oil) has gained popularity as it allows for the omission or simplification of the cleaning process. The residue evaporates on its own after machining, shortening lead times and preventing contamination issues in subsequent plating or assembly stages.
- ③ Overcoming the Limits of Ultra-Thin Sheet Machining Thin sheets under 0.1mm can easily deform or twist even with minor frictional resistance. Specialized stamping oils for thin sheets feature low viscosity and high permeability, spreading quickly into the complex corners of the mold to ensure stable processing.
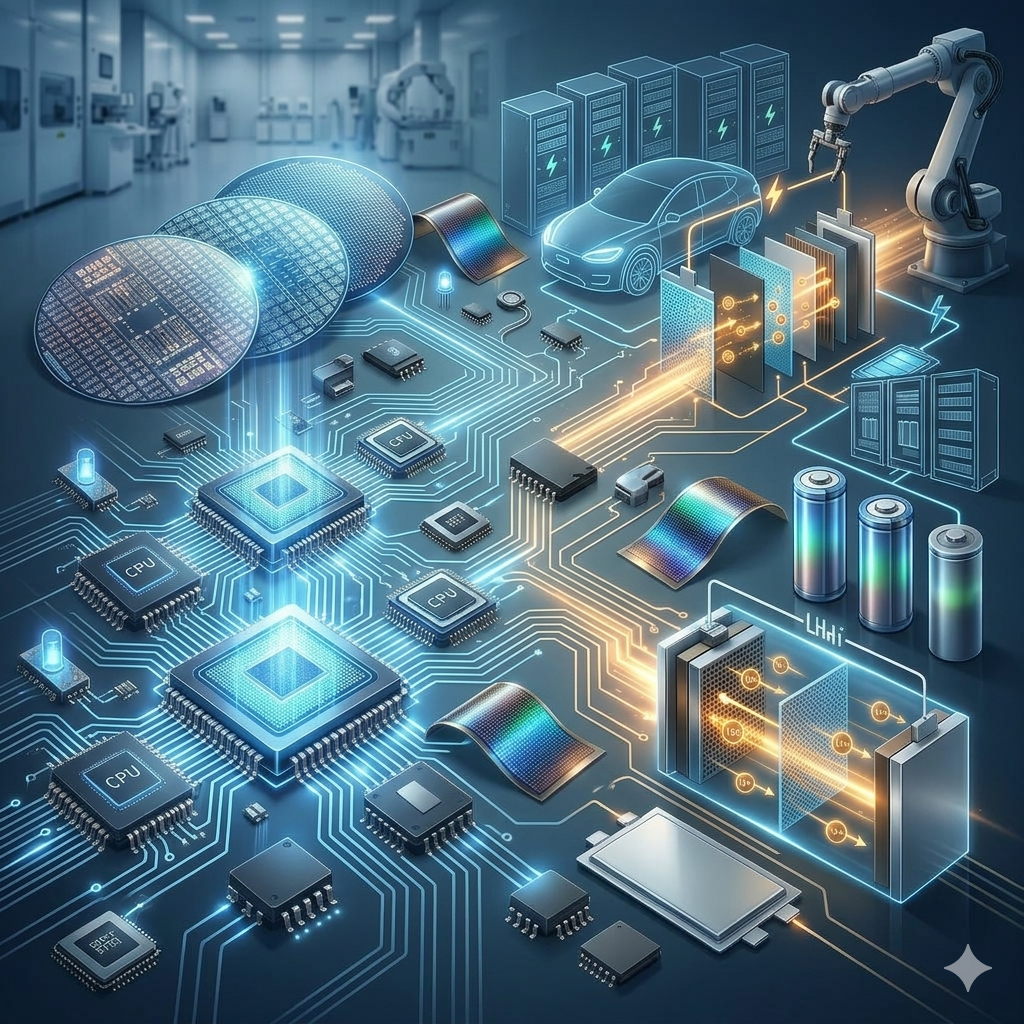
3. Key Application Examples
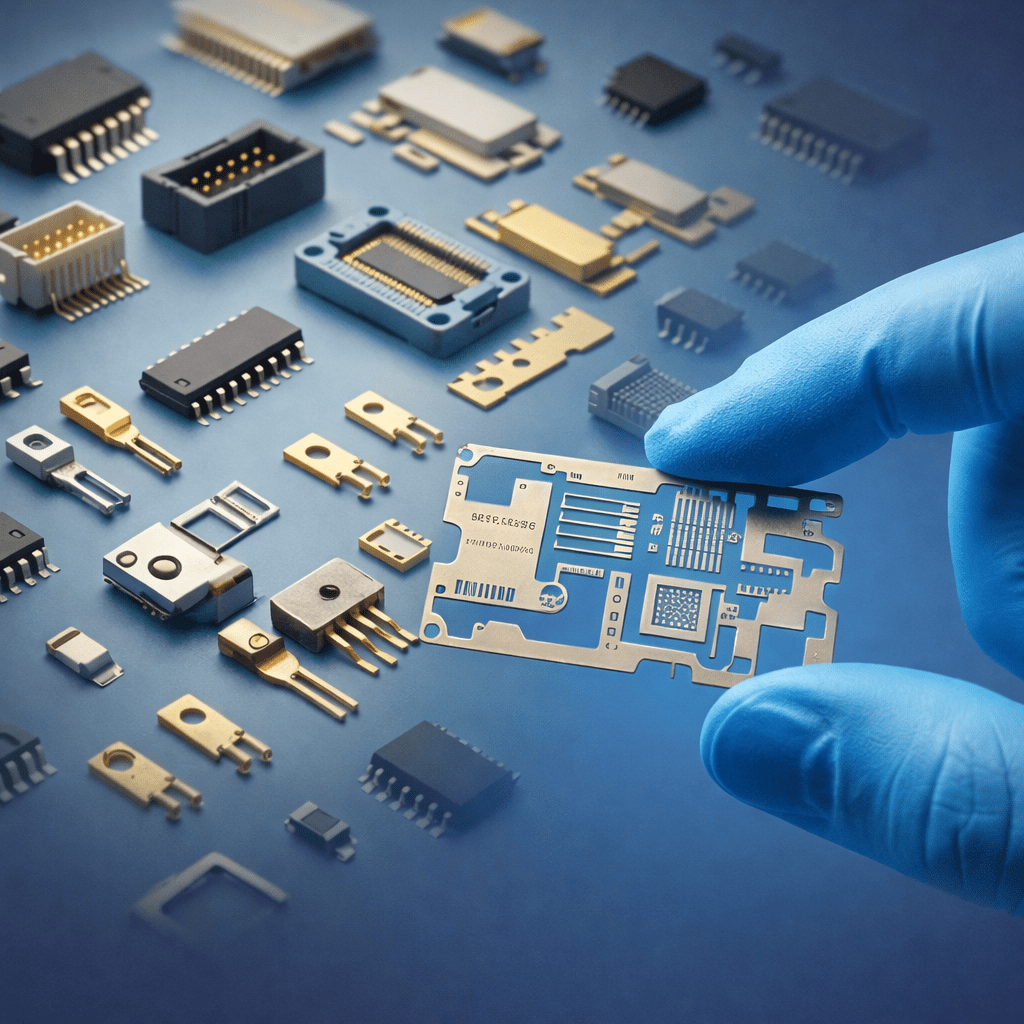
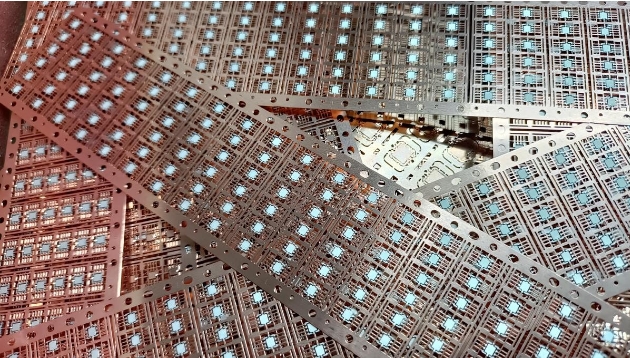
- Semiconductor Packaging & Mounting Components
- Lead Frames: A core component connecting semiconductor chips to external circuits; high-performance stamping oil is used for precision machining around 0.1mm.
- Substrate Masks for Solder Ball Attachment: Ensures the precision of the micro-hole punching process in semiconductor packaging.
- Connectivity (Connectors & Terminals)
- Micro Connectors: Machining fine pins for FPCB connections inside smartphones and tablets.
- Automotive Electrical Terminals: Key terminals for transmitting high currents and signals in EVs and autonomous vehicles.

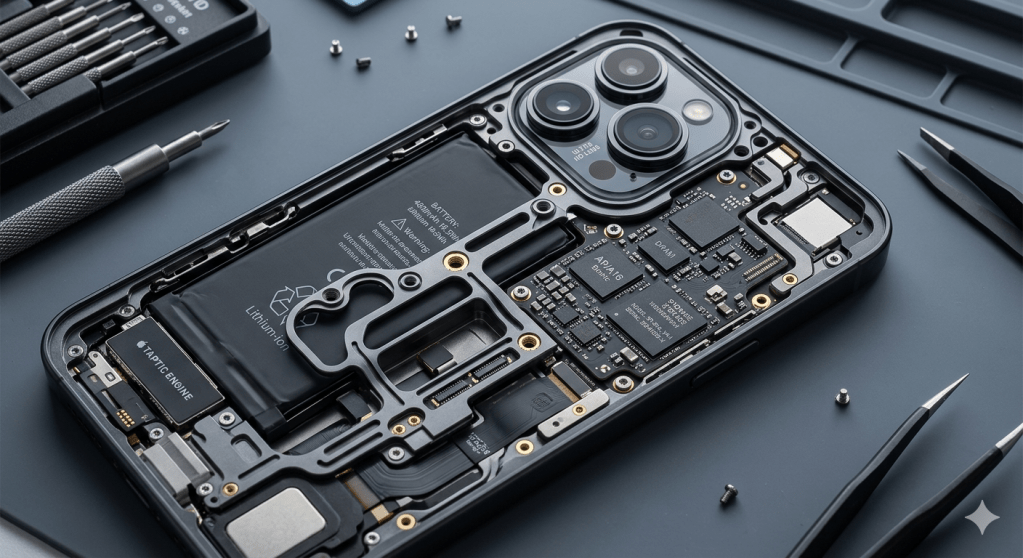
- EMI Shielding & Protective Parts
- Shield Cans: Machining thin metal covers to block electromagnetic waves generated by chipsets on PCBs.
- Smartphone Brackets: Ultra-precision structures that form the internal skeleton of devices and secure components.
4. Expected Benefits of Selecting High-Quality Stamping Oil
Simply choosing the right stamping oil can lead to tangible results on the manufacturing floor:
- Extended Mold Life: Significantly reduces maintenance costs by delaying the replacement cycle of expensive precision molds.
- Increased Productivity: Maximizes equipment utilization by suppressing heat and noise during high-speed machining.
- Reduced Defect Rates: Improves surface finish and suppresses burr formation, leading to higher pass rates in final inspections.
Conclusion
As electronics and semiconductor technologies advance, the importance of underlying materials, components, and equipment (MCE) technology continues to grow. Stamping oil is more than just a consumable; it is a concentration of core technology that determines the perfection of ultra-precision machining.
Selecting a high-performance stamping oil optimized for your specific process is the first step toward producing world-class, high-quality electronic components.
We Dyna Solution continuously researches stamping oils perfectly suited for next-generation precision processes. If you are looking for a stamping oil that balances precision, cooling, and cleaning properties, experience the difference with Dyna Solution’s products.

Dyna Solution Co., Ltd.
Industrial Lubricant Solution
E-Mail : dyna@dynachem.co.kr
Web : dyna.co.kr/en/