Why Is “Precision Cleaning” Now Essential for Electronic Components?
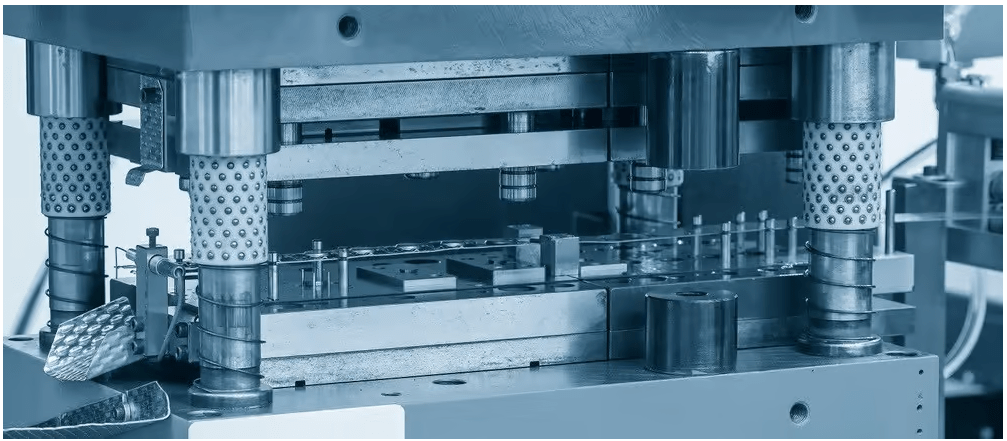
In the electronics industry, the stamping process is a core technology for mass production.
Lead frames, connectors, terminals, springs, EMI shielding components, and most electrical contact parts are manufactured through stamping.
However, one critical factor in this process is often underestimated:
Cleaning.
In many production sites, cleaning is still regarded as a simple “contaminant removal step.”
But in today’s AI-driven era—where ultra-precision and high reliability are mandatory—cleaning is no longer a secondary process.
Cleaning Quality = Electrical Performance + Plating Quality + Long-Term Reliability
The role of cleaning must now fundamentally change.
Why Do Electronic Components Require “Precision Cleaners” Instead of “General Cleaners”?
1️⃣ The Complex Nature of Surface Contamination
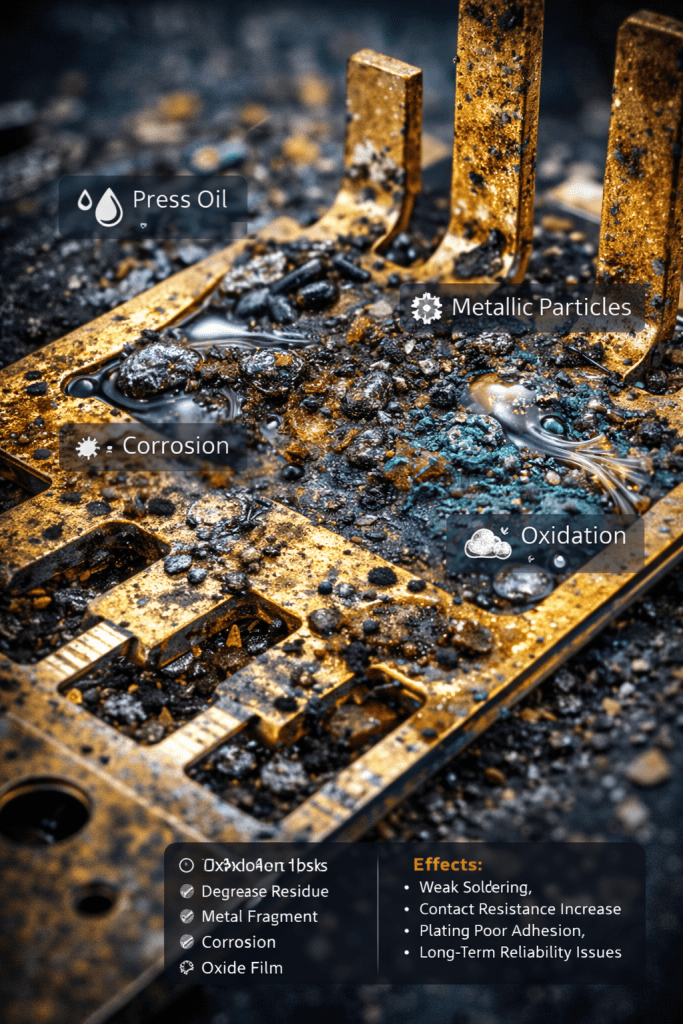
During the stamping of electronic components, multiple types of contamination occur simultaneously:
- Stamping lubricants
- Die wear debris
- Fine metallic particles
- Oxidation by-products
These contaminants are not simply a matter of being “dirty.” They can lead to serious quality issues such as:
- Poor plating adhesion
- Increased contact resistance
- Soldering defects
- Coating delamination
- Reduced long-term reliability
For connectors and terminals in particular, surface condition directly determines electrical performance.
Even microscopic residue can affect product lifespan and reliability.
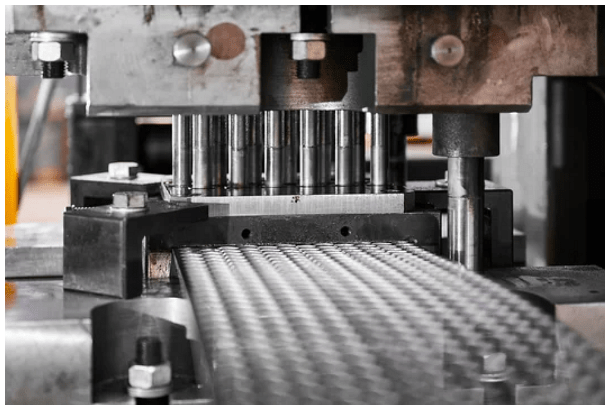
2️⃣ The Unique Environment of High-Speed, Mass Production
High-precision electronic components are produced in high-speed continuous processes.
- Short takt times
- Integration with automated production lines
- Immediate drying after cleaning
- Direct linkage to plating, heat treatment, and assembly processes
Therefore, a cleaner must offer more than “strong cleaning power.” It must provide process-friendly properties such as:
- Controlled and stable evaporation rate
- Low mist generation
- Compatibility with automated equipment
- Suitability for downstream processes
General industrial cleaners often struggle to meet these requirements.
3️⃣ The Reality of Complex Contamination
Stamping environments for electronic components involve both organic and inorganic contaminants:
- Stamping lubricants
- Fine metal dust
- Oxide layers
- Mixed foreign substances
A single solvent system cannot perfectly address all of these challenges.
Simply increasing cleaning strength may lead to surface damage or re-adhesion of particles.
Limitations of Conventional Cleaning Methods
General industrial cleaners or degreasers typically emphasize:
- Strong solvency
- Fast evaporation
- Low cost
However, in electronic component manufacturing, the following factors are more critical:
- Prevention of fine particle re-adhesion
- Preservation of metal surface stability
- Suitability for plating and bonding pretreatment
- Worker safety
- Equipment protection
“Stronger” chemistry alone cannot resolve plating defects or contact resistance issues.
Dyna’s Next-Generation Precision Cleaner for Electronic Components
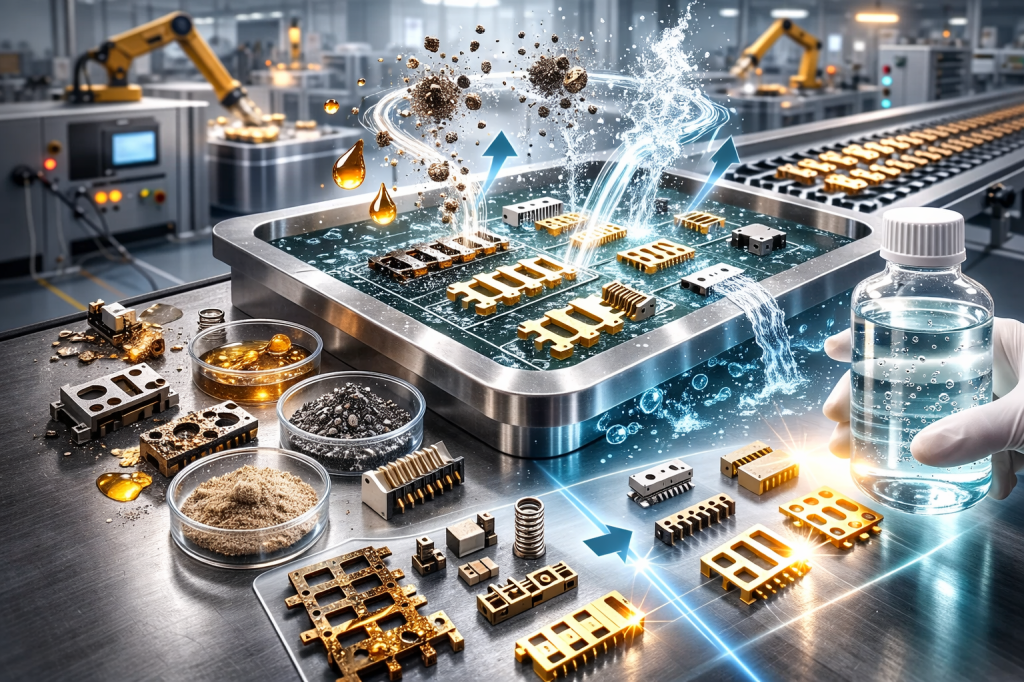
The core philosophy behind our next-generation cleaner is clear:
“Cleaning is not just about removing contamination—it is about preparing the surface for the next process.”
Based on a high-purity synthetic hydrocarbon platform, we have engineered physical properties specifically optimized for electronic component cleaning applications.
Six Key Features of Dyna’s Next-Generation Cleaner
1️⃣ Safe Removal of Residual Lubricants
Designed to rapidly dissolve high-viscosity lubricants without over-activating the metal surface.
→ Ensures plating stability
2️⃣ Suppression of Fine Particle Re-adhesion
Prevents detached metal particles from reattaching to the surface during cleaning.
→ Reduced plating defects
→ Improved contact resistance stability
3️⃣ Low-Residue Design
Minimizes films, stains, and organic residues after cleaning.
- Enhanced plating adhesion
- Improved contact reliability
- Reduced downstream defects
4️⃣ Metal Compatibility
Minimized risk of discoloration or corrosion for key electronic component materials:
- Copper
- Brass
- Nickel
- Stainless steel
5️⃣ Process Compatibility
Applicable to various cleaning methods:
- Immersion cleaning
- Ultrasonic cleaning
- Spray cleaning
- Continuous automated cleaning systems
Engineered for stable evaporation and low mist generation, contributing to improved working environments.
Why Is Cleaning Becoming Even More Critical Now?
The electronic components market is evolving rapidly:
- Increase in high-current and high-speed signal terminals
- Expansion of automotive electronics
- Stricter plating quality standards
- Growing demand for eco-friendly and chlorine-free cleaning
Cleaning defects are no longer cosmetic issues. They directly lead to:
→ Electrical performance failures
→ Customer claims
→ Long-term reliability risks
Conclusion
Cleaning in electronic component manufacturing is no longer a secondary process.
It is a core technology required to:
✔ Secure plating quality
✔ Ensure stable contact resistance
✔ Achieve long-term reliability
✔ Support automated production environments
Next-generation cleaning solutions must not rely on aggressive chemistry.
They must be precise, process-friendly, and environmentally responsible.
If you are seeking to stabilize the quality of your electronic components, Dyna’s precision cleaning solution can help establish a new standard.
Dyna Co., Ltd.
Industrial Lubricant Solution
E-Mail : dyna@dynachem.co.kr
Web : dyna.co.kr/en/