
The hottest topic in the manufacturing industry lately is undoubtedly “ultra-precision.” Particularly, from core components for secondary batteries and precision automotive gears to aerospace and defense parts where not even a 0.01mm margin of error is tolerated, the tolerance standards required for metal processed parts are becoming stricter day by day.
To mass-produce these ultra-precision parts, the core method being adopted in the field is “Fine Blanking.” However, no matter how outstanding and expensive your fine blanking press and precision dies may be, you can never achieve the desired quality without the backing of the “lubrication technology” that bridges the gap between them.

Today, we will analyze the differences between a conventional press and fine blanking, and explore the three core conditions of precision lubrication technology required to protect the die and achieve a 100% smooth sheared edge during the fine blanking process.
1. Differences in the Sheared Edge: Conventional Press vs. Fine Blanking
The most significant difference between the two methods lies in the quality of the stamped part’s sides, namely the “sheared edge.”
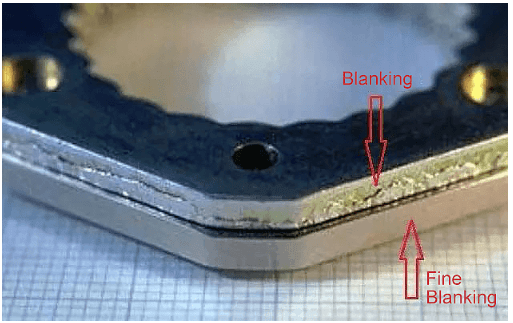
- Conventional Press (Conventional Blanking): When the die strikes the material, it is cut as if being torn. During this process, a slight indentation (die roll) and a clean cut (sheared edge) appear at the top. However, the bottom two-thirds inevitably feature a rough, torn surface known as the breakaway, along with sharp burrs. Additional post-processing, such as barrel polishing or shaving, is required to smooth out these rough edges.
- Fine Blanking: A V-shaped ring (V-ring) is integrated into the die to firmly bite into and secure the material. Pressure is then applied to push the material out while maintaining minimal clearance between the upper and lower dies. Because the material is pushed out smoothly—like slicing cheese—without giving it room to tear, 100% of the part’s thickness is formed as a clean sheared edge without any breakaway. It is the pinnacle of precision machining that dramatically reduces the need for post-processing.
2. The Dilemma of Fine Blanking: Extreme Pressure and Die Stress
While fine blanking creates perfect cross-sections, the physical stress exerted on the die during the process is incomparably harsher than that of a conventional press. Because the material must be strongly compressed and severed at a slow speed, tremendous frictional heat reaching hundreds of degrees and extreme pressure are generated between the die and the material. What happens if the oil film breaks down in this situation?
- Galling: Due to high heat, punched metal chips stick to the die surface as if welded on.
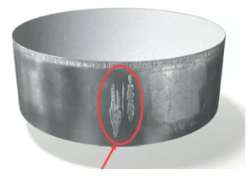
- Dimensional Defects and Scratches: The galled debris scratches the surface of the next part being punched, causing severe scratches and dimensional errors of 0.01mm or more.
- Die Wear & Breakage: The cutting edges of expensive carbide dies become dull or chipped, leading to massive replacement costs and downtime.
To prevent such catastrophic issues, fine blanking absolutely requires special-purpose, high-performance precision stamping oils designed to withstand harsh environments, rather than standard lubricants.
3. Three Absolute Conditions for Precision Fine Blanking Lubricants
① ‘Extreme Pressure (EP) Performance’ to Withstand Extreme Conditions This is the most crucial virtue of a precision lubricant for fine blanking. When the die crushes the material with immense pressure, standard oils cannot withstand the load and are squeezed out, allowing direct metal-to-metal friction. Therefore, high-performance Extreme Pressure Additives must be blended in optimal ratios to chemically react with the metal surface and form an “unbreakable, strong boundary lubrication film.”
② Viscosity Retention and Outstanding ‘Cooling Capacity’ Continuous high-pressure processing inevitably leads to an increase in die temperature. If the temperature exceeds the control range, the oil’s viscosity drops, causing it to lose its lubricity. An excellent stamping oil maintains an appropriately high viscosity while immediately absorbing and dissipating the generated frictional heat. This prevents thermal expansion of the die and stably maintains dimensional precision.
③ ‘Cleanability’ to Enhance Post-Processing Efficiency Because fine blanking oils have high viscosity and contain large amounts of extreme pressure additives to form a strong film, they tend to leave a sticky residue on the part’s surface after machining. This becomes a cause of defects in post-processes like welding and plating. Therefore, to achieve genuine productivity improvements, the oil must exhibit powerful lubricating performance while maintaining the compatibility to be quickly and completely degreased in subsequent cleaning lines (hydrocarbon-based, water-based, etc.).
💡 Dyna Solution’s Technology: Determining Yield Behind the Scenes
In advanced manufacturing fields fighting against 0.01mm margins of error, machining lubricants are not mere “consumables” but “core strategic materials” that protect die assets and safeguard the overall process yield. Minor galling and frequent die wear caused by the use of standard industrial fluids invisibly eat away at a company’s manufacturing costs.
Based on the synthetic metalworking fluid technology accumulated over the past 30 years, Dyna Solution provides customized, high-performance stamping oil solutions that overcome the extreme conditions of the fine blanking process. If you want to maximize the lifespan of your expensive dies and achieve 100% perfect sheared edge quality, experience Dyna Solution’s fluid curation optimized for your process right now.

Dyna Solution Co., Ltd.
Industrial Lubricant Solution
E-Mail : dyna@dynachem.co.kr
Web : dyna.co.kr/en/


댓글 남기기