

Cylindrical battery cans, sink bowls, automotive oil pans, and beverage cans. What do these all have in common? They are all manufactured using the Deep Drawing process, which seamlessly presses flat sheet metal into deep, three-dimensional cylindrical shapes.
Deep drawing is an advanced manufacturing technique that maximizes the plasticity of metal (its ability to permanently deform under applied force). However, as the drawing depth increases, defects become highly common—materials either fail to withstand the stress and tear (fracture), or their surfaces buckle and pucker (wrinkle).

Even after hundreds of die design modifications on the shop floor, high defect rates can stubbornly persist. The hidden solution often lies in an unexpectedly thin layer of oil—less than 0.1mm thick—which comes down to optimizing the friction coefficient.
1. The Dilemma of Deep Drawing: Tearing vs. Wrinkling
The deep drawing process takes place when a punch forces a metal sheet (blank) into a die cavity. To control how the edges of the sheet are drawn into the die, a blank holder presses down firmly on the material from above. This is where the engineers’ dilemma begins.
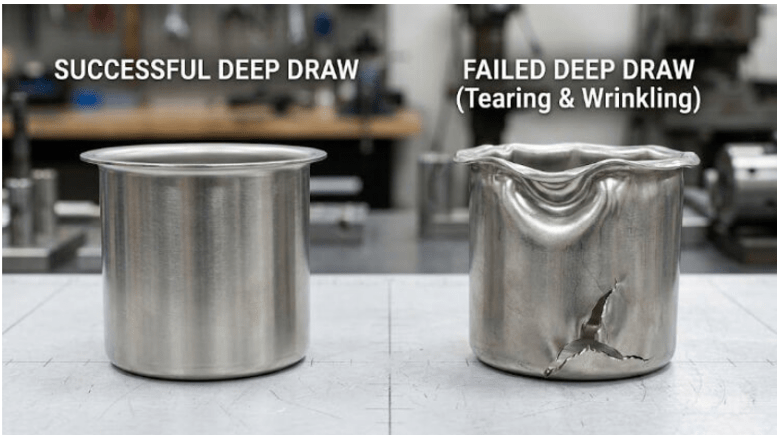
- Wrinkling Defects: If the holding force (blank holder pressure) is too weak, the metal flows into the die irregularly, causing the edges to buckle and wrinkle.
- Tearing Defects: What happens if you increase the blank holder pressure to prevent wrinkling? The metal resists sliding into the die. As the punch forcibly pushes down, the material cannot overcome the resulting friction and tensile stress, leading to tears along the side walls or bottom corners.
Ultimately, successful deep drawing comes down to friction control—holding the blank tightly enough to prevent wrinkling, yet allowing it to slip smoothly enough to prevent tearing.
2. The Secret to Optimizing Friction Coefficients: “Boundary Lubrication” and Drawing Oils
The only way to resolve this contradiction—applying intense pressure while ensuring a smooth slip—is by using a high-performance deep drawing oil (also known as drawing or stamping fluid).
Hundreds of degrees of frictional heat are generated at the forming site due to the punch’s extreme pressure. Standard lubricants cannot withstand this heat and pressure; their oil film breaks down, causing direct metal-to-metal contact between the die and the blank. This causes a sudden spike in the friction coefficient, tearing the material.
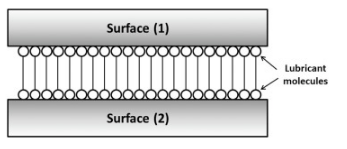
High-precision drawing oils designed to maximize yield use special additives to form a Boundary Lubrication Film.
- Extreme Pressure (EP) Properties: These create a strong chemical bonding film between the mold and the material, protecting the oil film from rupturing under any high-temperature or high-pressure conditions.
- Slip Properties: This maintains an optimal friction coefficient (slipperiness) so the metal structure can flow smoothly into the die cavity, even under heavy blank holder pressure.
3. The Impact of Pressure and Lubrication on Deep Drawing
The aforementioned “lubrication performance (friction coefficient)” and “blank holder pressure” must be perfectly balanced. Achieving high-quality forming results requires advanced lubrication performance.
If the pressure is too low, wrinkling occurs. If the pressure is high but lubrication is insufficient, the material tears.
4. Drawing Oil Selection Checklist for Your Facility
As seen in the simulation, successful deep drawing is impossible without advanced lubrication performance. The thicker the material and the deeper the drawing depth (the higher the draw ratio), the more stringent your drawing oil selection must be.
For successful deep drawing, be sure to verify the following three factors:
- Is the Extreme Pressure (EP) additive formulation suited for the material? (The mechanism for oil film formation must adapt to the physical strength and chemical properties of the specific metal, whether it is stainless steel, aluminum, or copper.)
- Does it maintain the correct viscosity for the operating temperature? (If the oil is too thin, the protective film will rupture under high pressure. If it is too thick, it will cause pumping issues and poor chip evacuation.)
- Does it offer excellent post-process cleanability? (Because deep drawing oils have high viscosity and heavy additive content, cleaning them off after processing is notoriously difficult. The oil must be highly compatible with the solvents used in your cleaning line to prevent subsequent plating or welding defects.)
Yield innovation begins when you win the “invisible war against friction.” If you are struggling with frequent die wear and unexplained tearing defects, it is time to move away from the stopgap measure of simply applying more oil. Instead, transition to a premium, custom-formulated fluid that fundamentally controls the friction coefficient.
Break through the yield limitations of your deep drawing process with the accumulated field data and expert consulting of Dynasolution Co., Ltd.

Dyna Solution Co., Ltd.
Industrial Lubricant Solution
E-Mail : dyna@dynachem.co.kr
Web : dyna.co.kr/en/

댓글 남기기