Technical Challenges of Cleaning Ultra-Thin and Ultra-Precision Components
Why Do Conventional Cleaning Methods Reach Their Limits?
The electronic components industry is evolving rapidly.
With the expansion of AI, high-speed communications, electric vehicles, and high-current systems, electronic terminals and connection components are becoming thinner, smaller, and more precise.
Ultra-thin materials below 0.1 mm, high-speed continuous stamping, and tolerance control at the micron level are becoming standard manufacturing conditions.
In such an environment, cleaning is no longer a simple contamination removal step.
Cleaning ultra-thin and ultra-precision components requires an entirely different level of technology.
1️⃣ Why Is Cleaning Ultra-Thin Components More Difficult?
① Extremely Low Mechanical Rigidity

The thinner the component, the easier it deforms.
- High-pressure spray cleaning → risk of deformation
- Excessive ultrasonic power → micro-deformation
- Strong fluid impact → bending
If conventional industrial cleaning conditions are applied directly, the dimensional accuracy of the component itself can be compromised.
② High Surface Reactivity
Ultra-thin metals have a high surface-to-volume ratio, which means higher surface reactivity.
This can lead to:
- Excessive cleaning power → over-activation of the surface
- Accelerated micro-oxidation
- Non-uniform reactions prior to plating
The assumption that “stronger cleaning is better” can actually produce negative results.
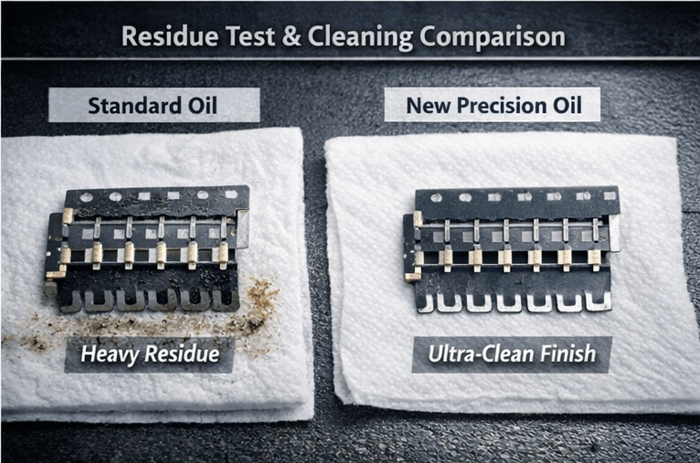
③ Amplified Impact of Residues
As thickness decreases and cross-sectional area becomes smaller, the impact of microscopic residues becomes significantly more critical.
Potential issues include:
- Increased contact resistance
- Poor plating adhesion
- Soldering defects
- Reduced long-term reliability
For connectors and terminals in particular, surface condition directly determines electrical performance.
Even a single microscopic residue particle can affect product lifetime.
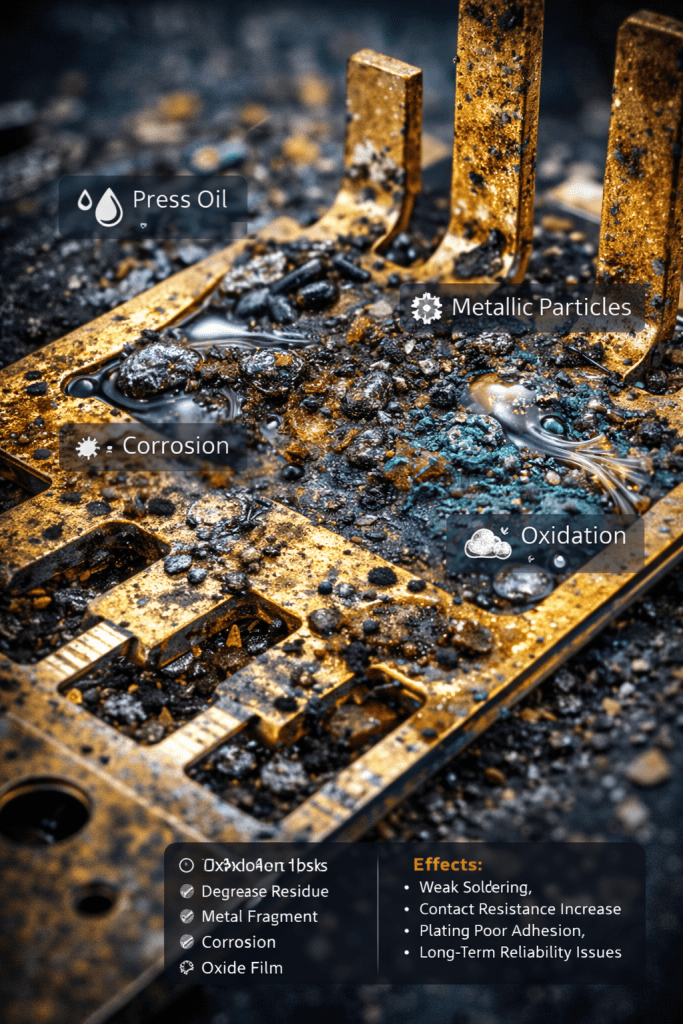
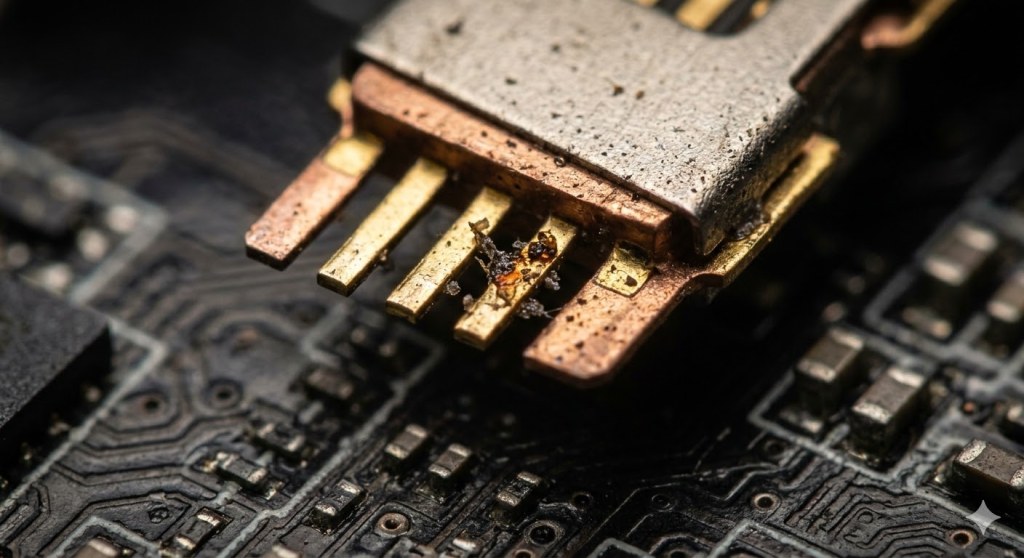
2️⃣ Complex Contamination in Ultra-Precision Stamping Processes
In ultra-precision stamping processes, multiple contaminants typically coexist:

- High-viscosity stamping lubricants
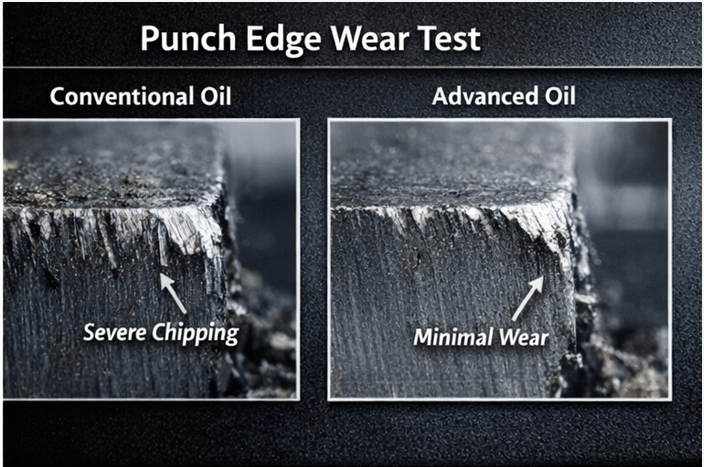
- Die wear particles
- Micro metal particles
- Oxidation by-products
These organic and inorganic mixed contaminants are difficult to remove completely using a single-solvent-based cleaning system.
If cleaning power is too strong:
- Microscopic damage to metal surfaces
- Particle re-adhesion
- Surface energy imbalance
If cleaning power is too weak:
- Oil residue remains
- Plating defects occur
- Contact resistance increases
Achieving the right balance is critical.
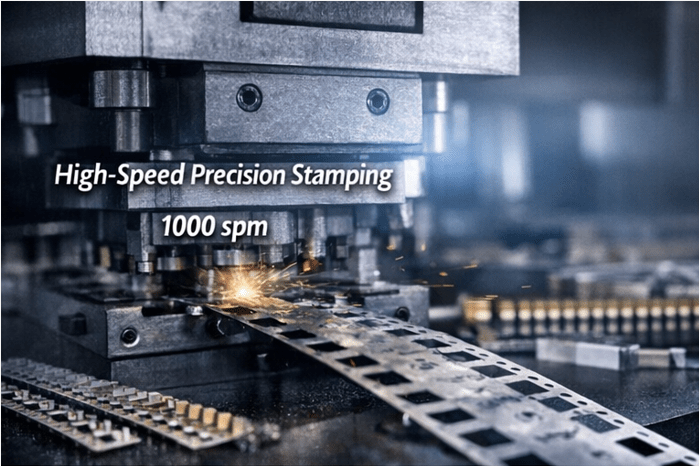
3️⃣ Constraints of High-Speed Continuous Production Environments

Ultra-thin electronic components are typically produced in high-speed continuous manufacturing lines.
These lines involve:
- Short tact times
- Integration with automated cleaning systems
- Immediate drying after cleaning
- Direct connection to plating, heat treatment, and assembly processes
Therefore, a cleaning agent must offer more than just strong cleaning ability. It must also provide:
- Stable evaporation rate
- Low mist generation
- Uniform drying characteristics
- Compatibility with downstream processes
4️⃣ Limitations of Conventional Industrial Cleaning Methods
Conventional industrial cleaning agents typically emphasize:
- Strong solvency
- Fast evaporation
- Low cost
However, in ultra-precision electronic component cleaning, more critical factors include:
- Prevention of particle re-adhesion
- Stability of the metal surface
- Low residue design
- Compatibility with plating pretreatment
- Operator safety
Cleaning strength alone cannot solve the problem.
5️⃣ The Key to Ultra-Thin Component Cleaning: Surface Control Technology

The essence of ultra-precision cleaning is not simply removing contamination.
It is about:
✔ Removing contaminants without damaging the surface
✔ Leaving no residue
✔ Ensuring uniform surface reactivity for downstream processes
✔ Securing electrical reliability
In other words, cleaning is a surface engineering process that prepares the material for the next manufacturing step.
6️⃣ Why Next-Generation Precision Cleaning Agents Are Required

Cleaning ultra-thin and ultra-precision components requires the following properties:
- Selective solvency for high-viscosity lubricants
- Particle re-adhesion prevention design
- Metal compatibility (Cu, Brass, Ni, SUS, etc.)
- Low-residue characteristics
- Compatibility with automated production lines
The key is not aggressive chemistry, but a precisely engineered balance of physical and chemical properties.
Conclusion
As electronic components continue to become smaller and thinner, the technical difficulty of cleaning processes is increasing exponentially in both mechanical and chemical aspects.
Cleaning defects are no longer just cosmetic issues. They can lead to:
- Reduced plating quality
- Increased contact resistance
- Large-scale product recalls
Cleaning is no longer a secondary process.
It has become a core technology that determines product quality and competitiveness.
For manufacturers working with ultra-thin and ultra-precision components, now is the time to rethink cleaning processes from a precision surface engineering perspective, rather than relying on conventional industrial cleaning solutions.
Looking for a next-generation precision cleaning solution?
If you share the materials and manufacturing processes used in your products, we can recommend a next-generation precision cleaning solution optimized for your application.
Dyna Co., Ltd.
Industrial Lubricant Solution
E-Mail : dyna@dynachem.co.kr
Web : dyna.co.kr/en/