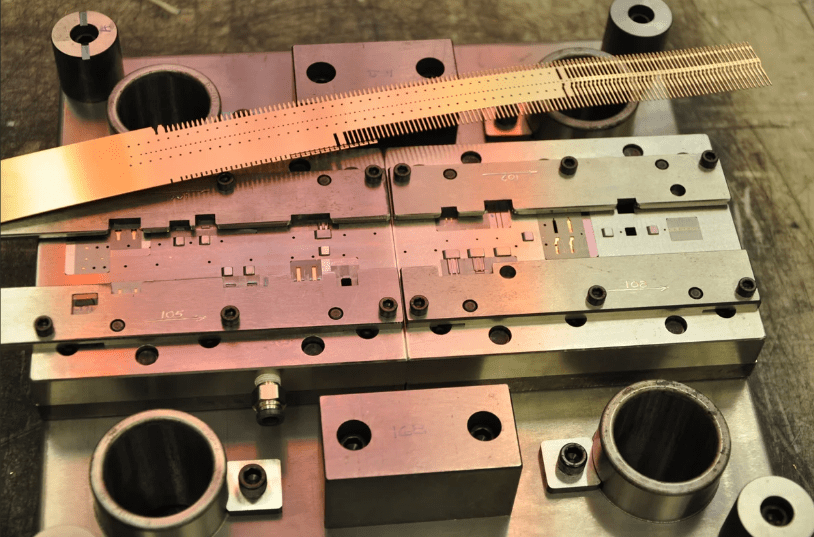
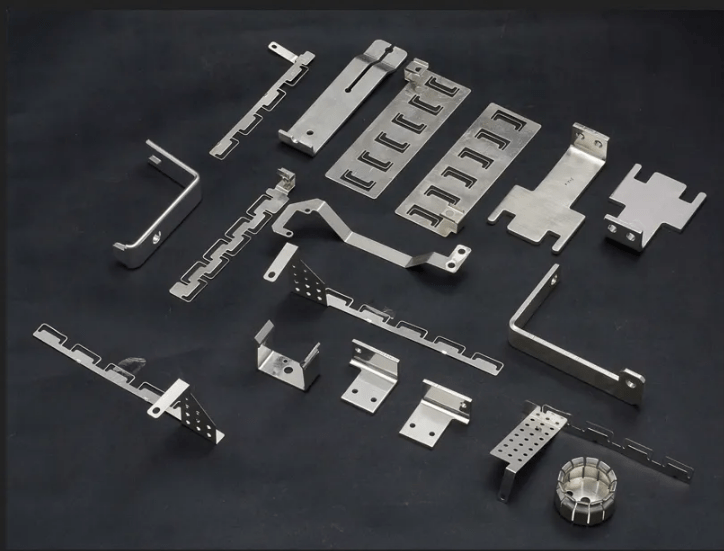
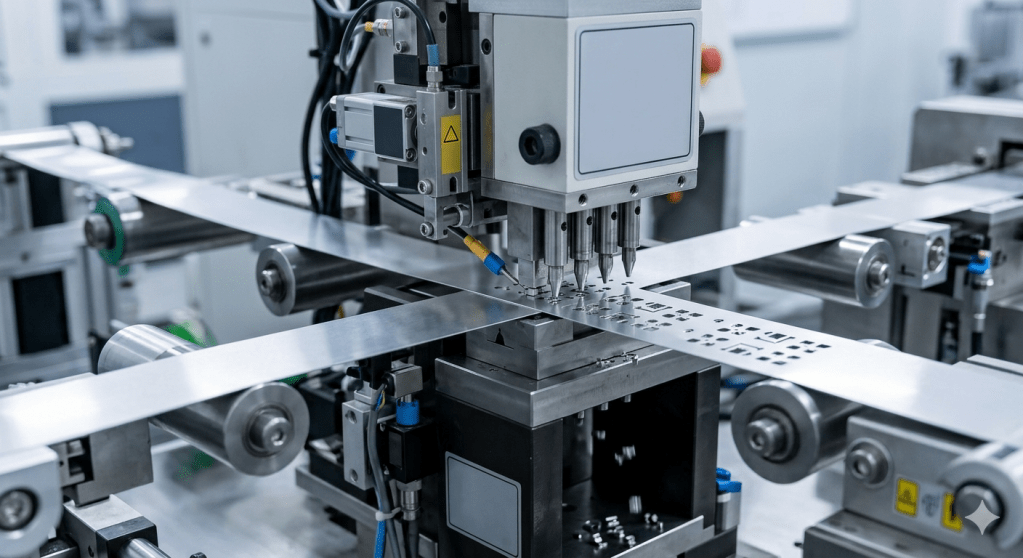
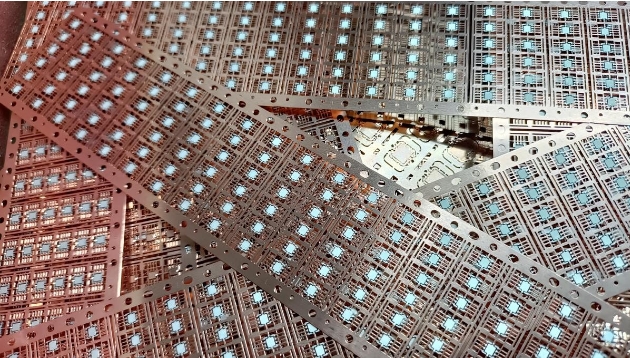
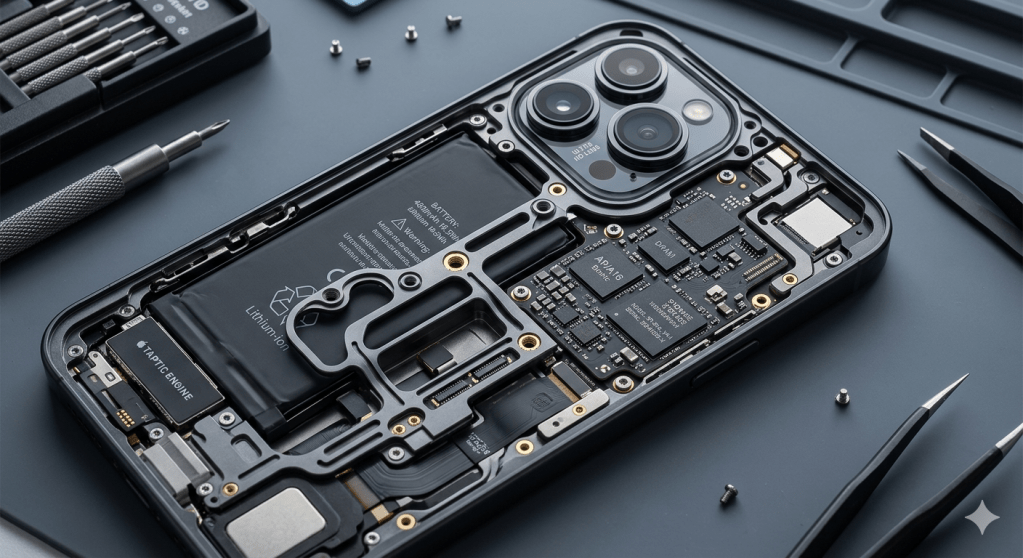
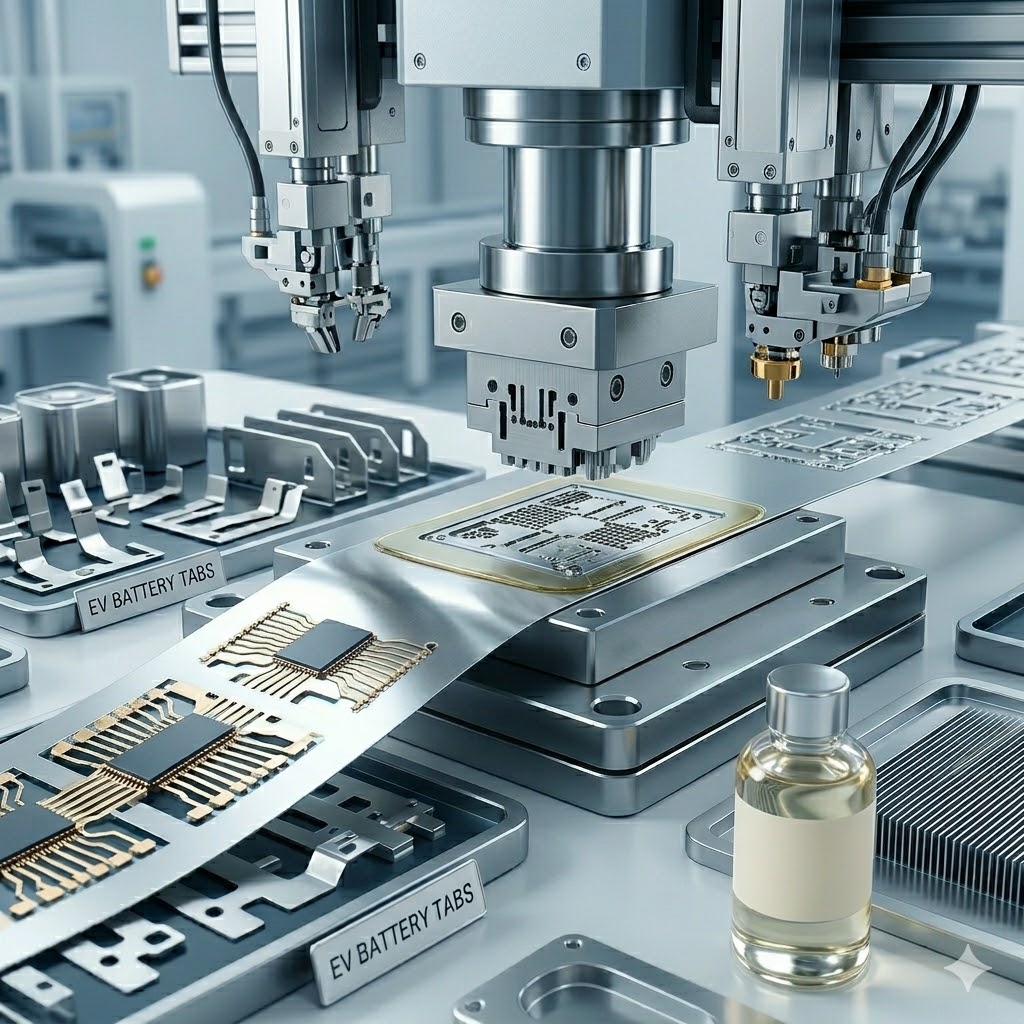
In high-speed press machining environments producing ultra-precision electronic components, secondary battery parts, and semiconductor lead frames, a constant war against “friction” is waged every second. In harsh conditions where ultra-thin materials of 0.1mm or less are processed at hundreds to thousands of strokes per minute (SPM), immense heat and pressure are generated on the die surface.
The key to preventing die wear and reducing product defect rates lies in controlling “Boundary Lubrication.” Today, we will explore the principles of boundary lubrication, which determines die life in high-speed stamping processes, and the film control technology used to overcome these challenges.
The 3 Stages of Lubrication and the Stribeck Curve
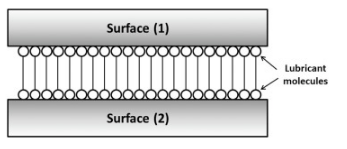
To understand how lubricants act between two moving metal surfaces in contact, it is helpful to look at the “Stribeck Curve.”
The Stribeck Curve is a crucial concept in mechanical engineering and tribology. It is a graph that visually demonstrates how a lubricant behaves between two metal surfaces and how the friction coefficient changes.
Generally, the vertical axis represents the friction coefficient, and the horizontal axis represents the relationship between speed, lubricant viscosity, and load (typically in the direction of increasing speed).
As illustrated by the graph, the lubrication state is broadly divided into three regimes based on the thickness of the lubricating film:
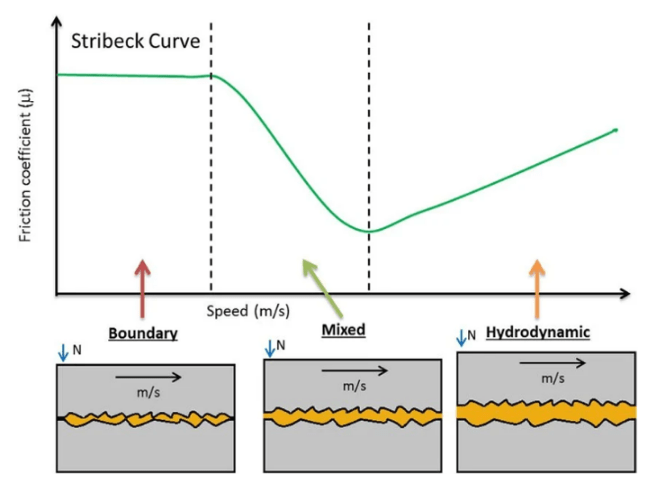
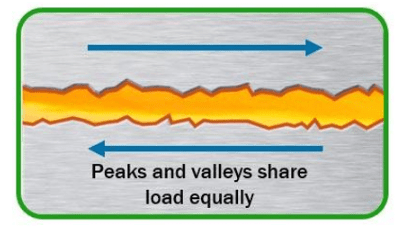
- Hydrodynamic Lubrication: The ideal state where the two metal surfaces are completely separated by a thick fluid film. Friction is at its lowest.
2. Mixed Lubrication: The transition zone where the fluid film thins out, and the microscopic peaks
(asperities) on the metal surfaces begin to partially make contact.
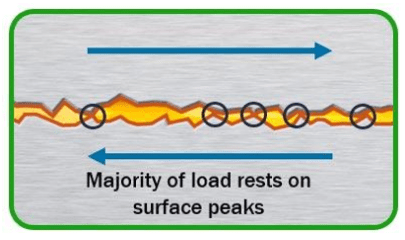
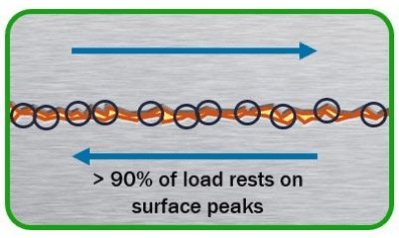
3. Boundary Lubrication: The state where the liquid film breaks down due to extreme loads or changes
in speed, causing the asperities on the metal surfaces to collide directly.
Why is High-Speed Press Machining Always in a State of ‘Boundary Lubrication’?
Unlike general mechanical components, high-speed stamping and precision press machining are inherently forced into a boundary lubrication state.
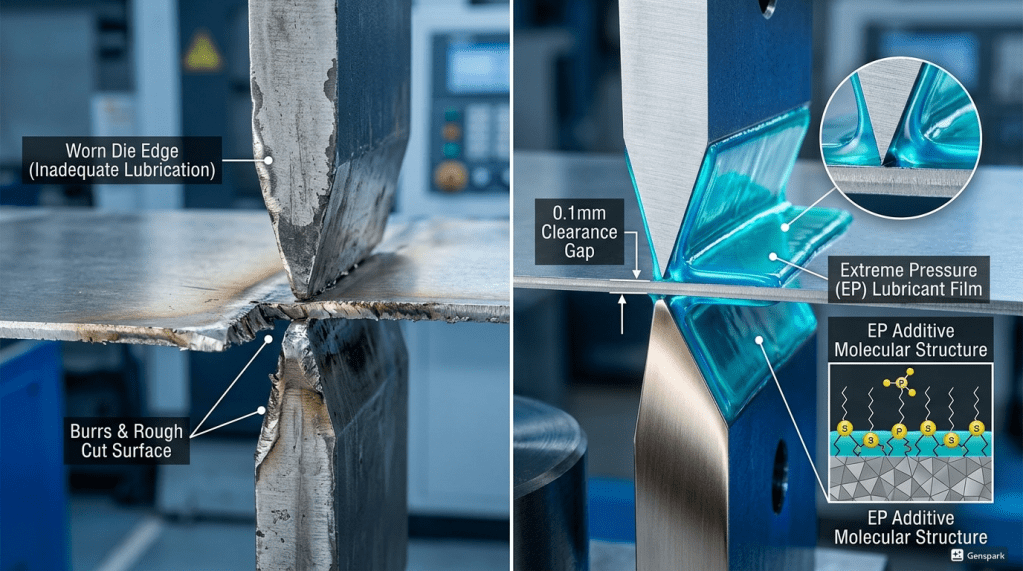
During the process of shearing or forming metal under intense pressure (load), the lubricant between the punch and the die is squeezed out. Especially when processing ultra-thin materials of 0.1mm or less, the clearance is extremely tight, causing the typical liquid film to break down instantly.
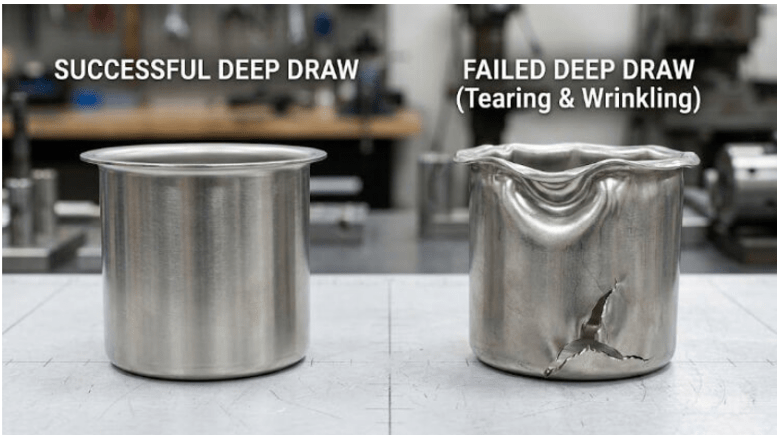
Failing to properly control this boundary lubrication state leads to the following critical issues:
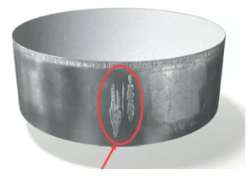
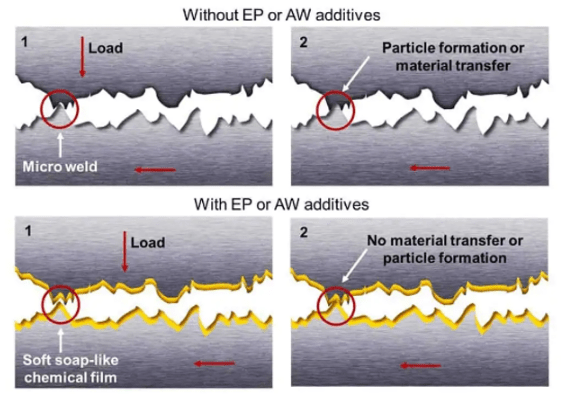
- Adhesion and Galling: Metal asperities are torn away, generating metal chips (dust) that weld or stick to the die surface.
- Indentation/Scratch Defects: The generated micro-metal chips scratch or dent the product surface.
- Reduced Die Life: The wear of the die accelerates rapidly, significantly shortening the resharpening cycle.
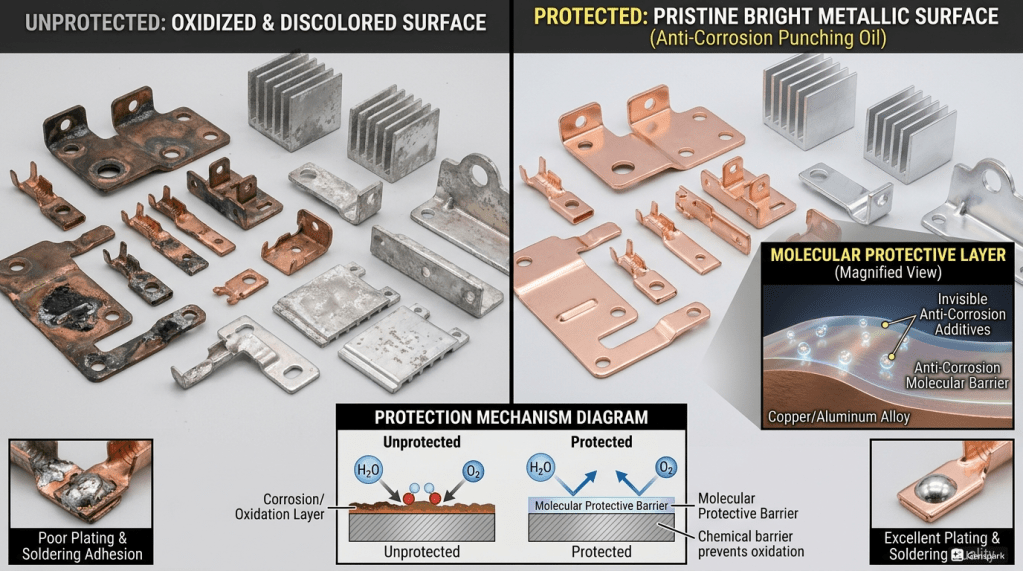
The Solution for Maximizing Die Life: Film Control Technology
To protect the die in place of the broken liquid film, a chemical approach beyond simple base oils is required. Dyna Solution’s high-performance stamping oils incorporate Film Control Technology, specifically designed to operate under these extreme boundary lubrication conditions.
1. Chemical Reaction of Extreme Pressure (EP) Additives
This technology utilizes the high frictional heat (hundreds of degrees) generated during machining to its advantage. Special EP additives (sulfur, phosphorus, chlorine-based, etc.) included in the stamping oil react with the frictional heat to chemically bond with the metal surface. This newly formed solid lubricating film (metal compound film) prevents direct metal-to-metal friction even when the liquid film is broken.
2. Physical Adsorption of Anti-Wear (AW) Additives
Under relatively lower temperature and load conditions, AW additives firmly adsorb onto the metal surface to form a thin protective barrier. This prevents microscopic wear on the die from continuous impacts during high-speed machining.
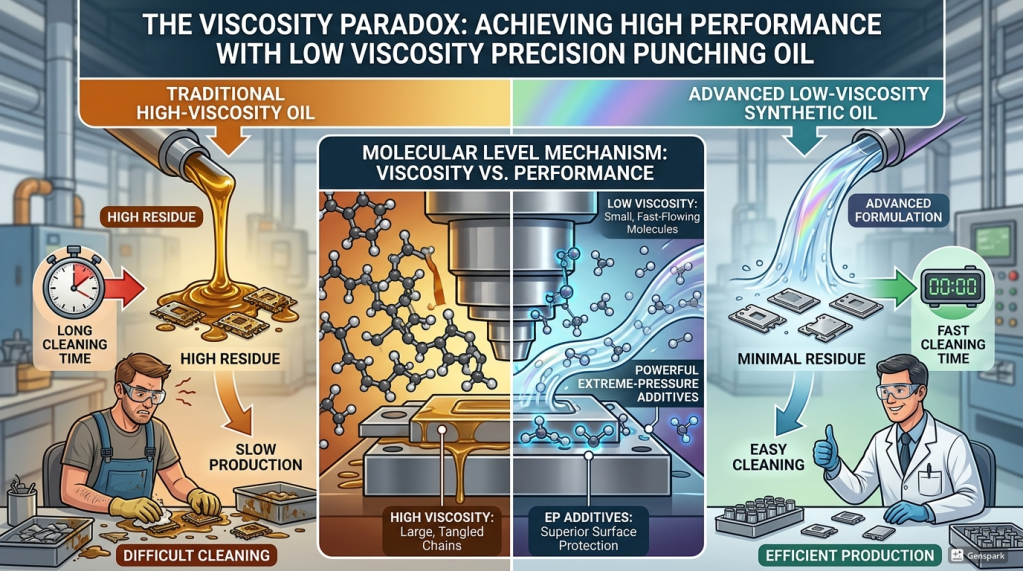
3. The Balance Between Cleanability and Residue
Particularly for secondary battery components or semiconductor materials, lubricant residue after machining severely impacts quality. An excellent stamping oil must deliver powerful boundary lubrication performance while being cleanly removed without leaving residue during post-processes (cleaning and drying).
Summary
The core of extending die life and improving production yield in high-speed press machining depends on “how to chemically protect against the unavoidable boundary lubrication state.”
Beyond simple lubrication, Dyna Solution pr ovides customized solutions that boost factory productivity through optimal additive formulations tailored to material thickness, composition, and machining speed. If you are struggling with frequent die wear or indentation defects during ultra-thin metal processing, we highly recommend contacting Dyna Solution to evaluate the boundary lubrication control capabilities of your current stamping oil.

Dyna Solution Co., Ltd.
Industrial Lubricant Solution
E-Mail : dyna@dynachem.co.kr
Web : dyna.co.kr/en/