In recent years, sales of electric vehicles (EVs) have been increasing rapidly and are expected to grow even more steeply in the coming years. As a result, global automakers are announcing the discontinuation of internal combustion engine (ICE) vehicle production.
This shift has prompted companies previously involved in ICE vehicle manufacturing to quickly pivot toward the EV market by investing heavily in production facilities and research and development. Among the core components of EVs, batteries and motors are expected to see especially rapid technological advancements.
At Dyna, we have been supplying punching oil to domestic and international manufacturers of battery components and motor cores for several years. We are committed to providing punching oil optimized for each production line, and we continue to receive increasing inquiries from companies in the industry.
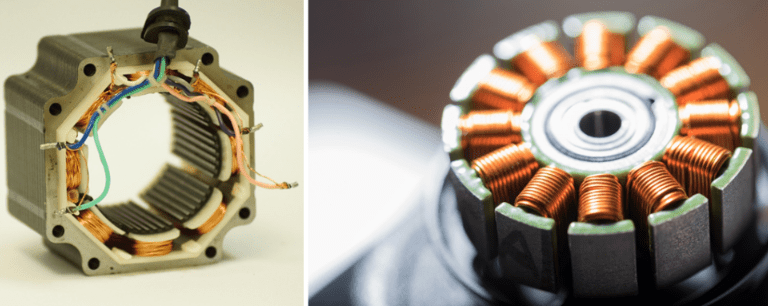
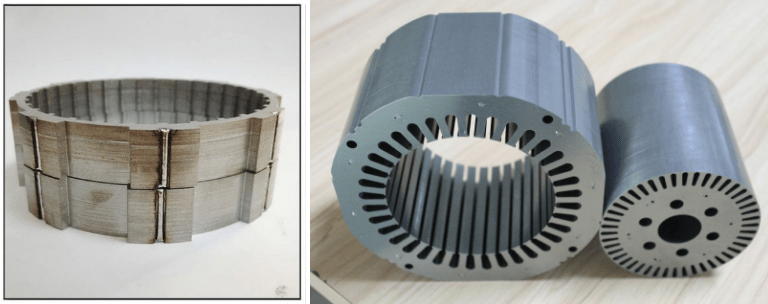
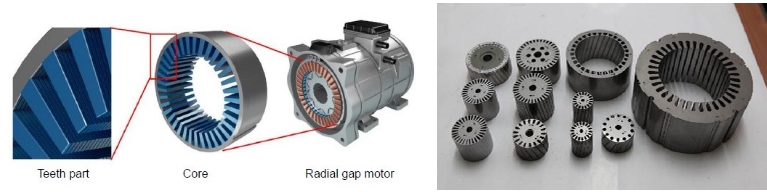
The motor core is a key component that comprises the stator and rotor of a motor, playing a critical role in generating electricity. It is widely used not only in automobiles but also in home appliances, industrial machinery, and various power tools.
Motor cores are typically produced by processing and laminating thin sheets of electrical steel. This lamination reduces eddy current losses and prevents overheating caused by induced currents within the core.
When electric current flows through a coil, a magnetic field is created. Interrupting this current generates a counter-electromotive force (back EMF), due to the inertia of the electric current that attempts to continue flowing. This phenomenon causes molecular motion and eddy currents inside the core, leading to heat generation. To mitigate this, thinner and more precisely laminated cores are preferred.
As thinner and more durable steel materials have been developed, there is a growing demand for high-performance punching oil that can withstand the heavy loads of dies weighing several tons and high-speed punching operations exceeding 400 strokes per minute. For high-quality production, it is essential to use punching oil that can protect the die, remove metal particles, prevent discoloration of raw materials, and maintain the overall integrity of the manufacturing process.
We Dyna Co., Ltd. is continuously dedicated to developing high-performance punching oil technologies and has earned recognition for its expertise by supplying to a wide range of domestic and international companies.
If you are looking for punching oil with superior performance and quality compared to your current solution, or if you need technical consultation, please feel free to contact us anytime.
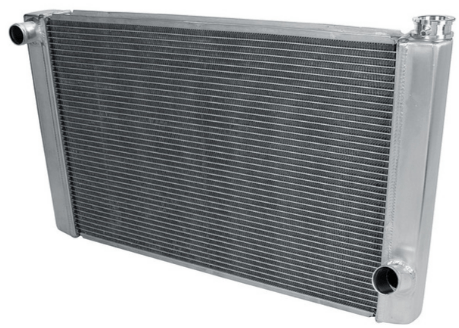
A radiator is a cooling device installed in front of a car engine. Its primary role is to dissipate the heat generated within the vehicle.
The engine, often referred to as the heart of the car, continuously receives fuel and generates intense heat during combustion. If this heat is left unmanaged, the engine can overheat, causing metal components like the cylinder and piston to melt or become damaged.
To prevent this, a water jacket is installed around the cylinder. Coolant circulates through this jacket to absorb and carry away the heat. However, if the coolant itself becomes too hot, it may begin to boil and lose its cooling capability.
This is where the radiator comes into play—hot coolant is routed to the radiator, where it is cooled before being recirculated.
Since radiators are usually positioned at the front of the vehicle, they are cooled by ambient air flowing in through the grille while driving. A cooling fan is typically located behind the radiator to prevent hot air from stagnating.
Radiators come in different structural types, such as tube-type and cell-type, and are equipped with a thermostat at the outlet of the water jacket to maintain coolant temperature between 75–80°C (167–176°F).
Radiators as Heat Exchangers
Essentially, a radiator functions as a heat exchanger that maintains a stable engine temperature by cooling down hot fluids. Radiators are used not only in cars, but also in aircraft, trains, power generation facilities, and any system that involves engines.
A radiator is mainly composed of:
Tanks
Cooling fins
Tubes
The top section includes the tank, radiator cap, overflow pipe, and inlet pipe.
The core section consists of tubes and densely packed cooling fins.
The bottom section houses the outlet pipe and a drain plug for discharging coolant.
While brass and copper were used in older radiator cores, modern radiators predominantly use aluminum alloys for improved performance.
The radiator cap, once a simple stopper to prevent coolant leakage, is now a pressurized, sealed cap. This pressurization raises the coolant’s boiling point and enhances cooling efficiency by increasing the temperature differential with the outside air.
Radiator Flow Types
Radiators are classified by the direction in which coolant flows:
Downflow Type
Tanks are placed on the top and bottom.
Uses gravity to direct coolant from top to bottom.
The most common type.
Crossflow & U-Turn Flow Types
Tanks are placed on the sides.
Coolant flows horizontally.
Offers a larger heat dissipation area for improved heat exchange, but creates higher flow resistance, requiring stronger water pumps.
Press Oil for Radiator Fins
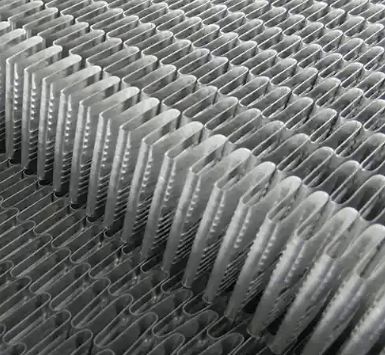
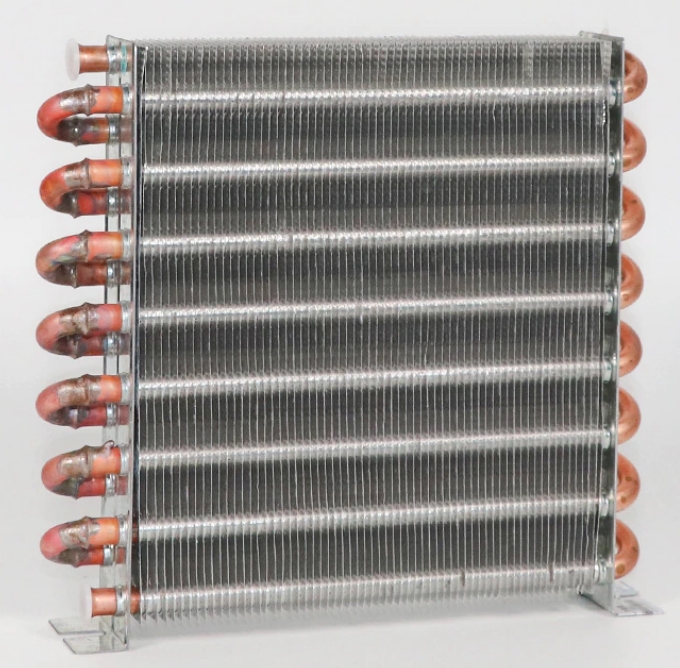
As shown in the illustration, radiators are filled with densely packed aluminum fins. Press oil (punching oil) is used during the pressing process to form these aluminum fins into precise shapes.
In order to press thin aluminum sheets into the required form:
The pressing machine’s performance is critical,
But equally important is the quality of the press oil used.
If the press oil’s viscosity or flash point is unsuitable, it may lead to issues in the pressing process, resulting in:
Poor product shaping,
The need for additional cleaning steps,
Or even higher production costs due to cleaning difficulties.
Why Dyna?
At Dyna, we produce press oils that are:
Odorless, colorless, and safe, made from refined, high-performance base oils.
Optimized with additives specifically designed for radiator fin pressing.
Certified with FDA approval, ensuring safety for workers and compliance for global manufacturing standards.
Our radiator press oils have been supplied for over 25 years to major international radiator manufacturers.
The demand for motors is exploding due to the rise of electric vehicles. This trend is expected to continue long-term, and the stock prices of related companies are also steadily increasing.
Not only electric vehicles, but also many products around us use motors. Motors are essential components in almost all household appliances such as refrigerators, air conditioners, and vacuum cleaners, as well as in industrial power generators like hydroelectric and wind power systems.
Punching oil is used in the manufacturing of motor cores, which are key components of these motors. A motor core is a critical part that generates electricity in a motor. It is made by stacking several layers of products that have gone through a punching process.
The punching oil used in this process helps reduce friction during punching, provides excellent lubrication for more precise processing surfaces, and prevents various issues that could occur during stacking due to lubricant use.
Radiators
When we think of radiators, we usually imagine the cooling devices installed at the front of cars to cool the coolant. In vehicles, radiators serve as heat exchangers.
Through heat exchange (cooling hot components), radiators help maintain the engine temperature. They are used not only in cars but also in trains, airplanes, ships, and power generation facilities—essentially, anywhere an engine is used. Radiators are also found in household appliances like refrigerators and air conditioners, as well as refrigerated display units in grocery stores.
Radiators consist of numerous aluminum fins arranged horizontally or vertically at consistent intervals. Punching oil is used to punch these aluminum fins.
Although the punching oil used in radiators for air conditioners and refrigerators is of a quick-drying type, a separate drying process is still carried out.
Aluminum Disposable Containers
In the past, disposable containers such as lunch boxes in Korea were often made of aluminum. However, their usage has declined due to the rise of plastic containers.
Nonetheless, in other countries, aluminum is still considered less harmful than plastic. It is widely used for packaging baked goods and remains popular in party culture.
Since these disposable containers are often used for storing food, special care is required. The punching oil used in this application must consist of base oils and additives that are certified and approved by organizations such as the FDA.
Battery Case Components, Capacitor Cases, etc.
In addition to the three examples above, punching oil is also used in the production of electric vehicle battery cases and related components. Capacitor cases, which are parts of various electronic products, are also made of aluminum and are manufactured through punching processes that require punching oil.
Furthermore, punching oil is widely used across many other areas, including automotive parts, the internal mesh of microwave oven doors, electrical circuit breakers, and more.
There are various types of synthetic coolants supplied domestically, but their cooling performance and pros and cons vary greatly depending on their physical and chemical properties. Therefore, appropriate selection criteria are essential.
Among these, PVA and PEG have largely been discontinued both domestically and internationally due to environmental concerns related to their thermal decomposition byproducts. As a result, most of the water-soluble coolants currently used in Korea are primarily composed of PAG (polyethylene oxide-propylene glycol), which is a non-flammable aqueous solution with a small amount of corrosion inhibitor added.
Although it depends on the degree of polymerization, PAG is completely soluble in water at temperatures between 70–90°C, but separates at higher temperatures.
When heat-treated metal is immersed in this solution, a thin PAG film forms on the surface, which suppresses the formation of a vapor film and distributes the heat evenly. This ensures uniform hardening even in complex shapes or deep areas, thereby preventing cracks or deformation.
The cooling rate of the solution can be widely controlled based on concentration, solution temperature, and the structure and performance of the agitation device. This allows the cooling process to be adjusted according to the material, shape, and size of the heat-treated product.
Advantages of Water-Soluble Coolants
By adjusting concentration, solution temperature, and flow rate, cooling speeds equivalent to those of oil-based or water quenching can be achieved.
There is minimal deformation, no uneven hardness or quenching cracks, reducing reprocessing costs, and degreasing is not required before tempering.
Minimal coolant residue remains on the product surface, reducing coolant consumption.
Concentration control is easy, usage is simple, and the inclusion of rust inhibitors prevents rust on products and equipment when maintained at appropriate concentrations.
Water-soluble coolants pose no fire risk and do not generate smoke or soot.
Methods of Controlling Cooling Speed of Water-Soluble Coolants
Solution Temperature Typically maintained between room temperature and 60°C. As the temperature rises, the peak cooling rate and its occurrence temperature decrease, extending the vapor film phase and slowing cooling. Conversely, lower temperatures result in faster cooling.
Concentration Higher concentrations form thicker PAG films, slowing cooling; lower concentrations form thinner films, increasing cooling speed.
Flow Rate Cooling speed can be adjusted by changing only the flow rate while keeping the solution temperature and concentration constant. This allows quick adjustments compared to changes in temperature or concentration.
Comparison with Other Coolants
Water Quenching with water often produces loud noises and a lot of steam, but water-soluble coolants do not exhibit these issues. When agitation speed is increased, they can even achieve faster cooling rates than water.
Other Synthetic Coolants Most synthetic coolants reduce cooling speed by increasing viscosity, which results in greater residue left on the workpiece. In particular, polyacrylates or PEOX have higher viscosity, resulting in over three times more residue compared to PAG. Additionally, unlike PAG, PEOX forms a film that is difficult to wash off after contact with hot workpieces due to its poor water solubility. Although PVA appears similar to PAG, it reacts more complexly under heat. When exposed to high temperatures, polymerization progresses, and the resulting film does not dissolve in water, causing sudden changes in cooling speed. PEG degrades rapidly under heat, complicating concentration management, making surface cleaning difficult, and generating harmful gases during tempering, thus making long-term use impractical.
Types of Synthetic Coolants
kinematic viscosity(cSt)
PAG
2.5
PVP
2.1
PEOX
12.5
Polyacrylate
8.3
Oil-Based Heat Treatment Fluids Compared to oil-based heat treatment fluids, water-soluble coolants are diluted with water, eliminating fire risk and preventing smoke or soot. They also have superior thermal stability and conductivity, and keep heat exchanger interiors clean.
Although PAG-type water-soluble coolants offer many advantages, good results cannot be expected without equipment improvements, system modifications, and operational expertise.
Therefore, consulting companies with extensive know-how and investing in appropriate equipment and operation strategies is essential to ensure high-quality heat treatment outcomes.
When we think of blacksmiths, we often imagine scenes of heating metal, hammering it, and then cooling it in water. This process is the foundation of what we call heat treatment.
In this process, the act of heating the steel and cooling it rapidly in water is known as quenching. It’s a method that has been used for centuries to harden steel.
Quenching involves heating the steel until it glows red and then cooling it rapidly—this heating is referred to as austenitizing, and the cooling is known as quenching or rapid cooling.
There are two critical rules that must be followed for proper quenching to harden the steel:
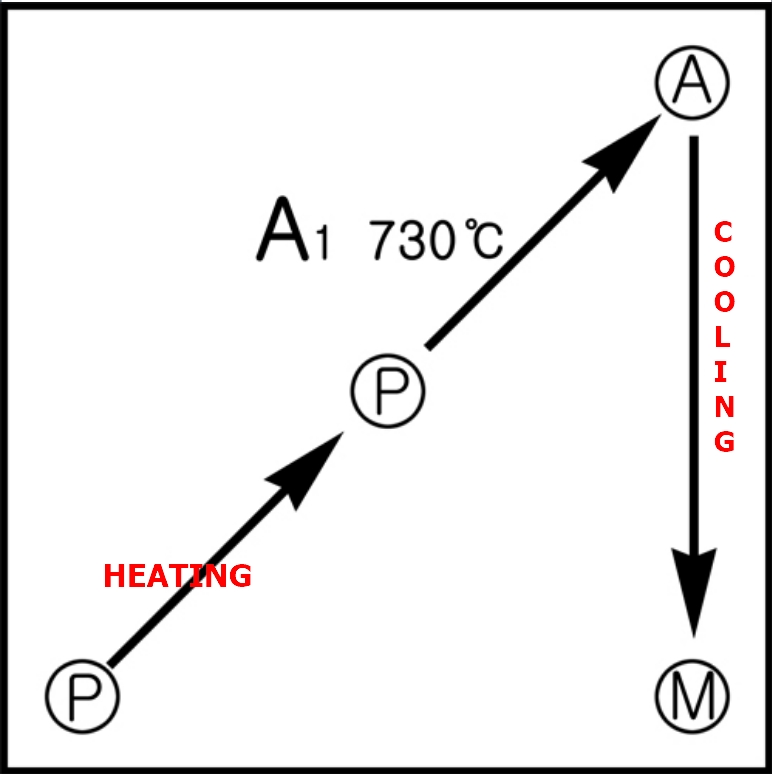
The temperature must exceed 730°C, also known as the A1 point. If even 1°C short, no matter how skilled the technician is, the steel will not harden.
The cooling must be as rapid as possible, usually by immersing the steel in water or oil.
Once the steel passes 730°C, its internal structure begins to transform rapidly.
In other words, a phase transformation occurs.
The steel’s internal structure changes from pearlite to austenite.
If the austenite is then cooled quickly, it transforms again into martensite.
This means, as shown in the diagram, the structure of the steel changes:
Put simply, quenching is the process of transforming pearlite (P) into austenite (A) through heating, and then into martensite (M) through rapid cooling.
This heat treatment requires both heating and cooling, and without going through austenite, martensite cannot be formed from pearlite.
So, if the temperature doesn’t exceed 730°C, even if it’s just 1°C short, quenching in water or oil won’t make the steel harder. Instead, it will revert to a soft pearlite structure.
Among the steel structures, martensite is the hardest and most costly to produce, austenite is the softest, and pearlite is in between.
Therefore, when quenching is successful, the steel hardens and expands. This is why, when making something like a Japanese sword in a forge, it bends as it hardens.
Although quenching usually hardens steel, some types of steel can become hard just by slowly cooling in air instead of rapid cooling. These are called air-hardening steels.
Conversely, some steels do not harden even with rapid cooling in water, and instead become softer and more ductile.
One such steel is high-manganese steel (1% C, 13% Mn). Even when heated to austenite and then rapidly cooled, it does not transform into martensite—it remains as austenite.
This process is not called quenching but solution treating.
In this case, the steel does not harden but rather gains toughness and ductility.
Similarly, 18-8 stainless steel, which is non-magnetic, will also not form martensite when rapidly cooled in water. Instead, it becomes fully austenitic and does not harden.
This, too, is a kind of solution treatment, typically called solution heat treatment.
While these types of steels do not form martensite when water-quenched, if mechanical force is applied—such as hammering or aggressive machining—and then rapidly cooled, they may transform into martensite more easily.
This is why, although high-manganese steels and stainless steels may appear soft, they are often more difficult to machine.
In summary, although quenching generally causes steel to form martensite and become hard, it’s important to remember that some steels, like high-manganese or stainless steels, remain austenitic and do not harden through this process.
Thermo-mechanical treatment refers to a method that combines plastic working and heat treatment. This method is used to obtain microstructures and mechanical properties that cannot be achieved through conventional heat treatment or plastic working alone.
Typically, hot working is performed in the relatively high-temperature austenite region. However, to improve the strength and toughness of steel, various treatment methods have been developed to achieve desirable fine microstructures by working in the lower-temperature austenite region, during or after phase transformation. These developments have drawn significant attention.
Such thermo-mechanical treatments are especially important for improving the strength and toughness of high-strength structural steels. Among these, controlled rolling of high-strength low-alloy (HSLA) steels is widely used in practice.
1) Thermo-Mechanical Treatment in the Stable Austenite Region
This method is similar to conventional hot working, but involves immediate quenching after hot forging or rolling to improve hardenability and thereby enhance strength and toughness.
Controlled rolling also involves working in the stable austenite region, which will be described later.
2) Strengthening by Ausforming
As a representative thermo-mechanical treatment method, ausforming involves working metastable (supercooled) austenite around 500°C, followed by rapid cooling. This greatly enhances strength without significantly impairing ductility and toughness.
The strengthening effect is due to martensite formation and cell structure refinement caused by deformation of the metastable austenite. Therefore, steels with low carbon content do not benefit much from this method.
3) Thermo-Mechanical Treatment of Maraging Steels
In carbon-free maraging steels, grain refinement by austenite deformation does not significantly increase strength but does improve ductility and toughness. In ultra-high strength maraging steels (with tensile strength over 280 kg/mm²) containing large amounts of Co, Mo, and Ti, thermo-mechanical treatment effectively improves fracture toughness through grain refinement of austenite.
4) Deformation During Martensitic Transformation
In austenitic stainless steels and high-Mn steels, deformation above the Ms temperature does not form martensite but still results in significant strengthening.
5) Deformation During Ferrite-Pearlite Transformation
In low-alloy steels with relatively low hardenability, deformation in the transformation region is called isoforming. This produces a fine-grained ferrite structure with dispersed spheroidized carbides, improving strength and toughness. This technique is employed in modern controlled rolling methods.
6) Strengthening by Cold Working of Pearlite
In eutectoid steels with 0.7–0.9% carbon content, cold working up to 70–90% reduction can result in tensile strength over 300 kg/mm².
This is applied in piano wire, which is used in wire ropes, springs, and prestressed concrete due to its high strength and excellent fatigue resistance.
Since intense cold working is required, a preliminary patenting treatment (austenitizing followed by isothermal transformation at ~500°C) is necessary. This results in a fine, uniform pearlite (sorbite) structure, improving ductility and cold workability.
To use piano wire as a spring, bluing (low-temperature heating around 350°C) is performed after cold working. This process removes localized strain, increases the elastic limit through aging, and significantly improves fatigue properties.
7) Strengthening by Controlled Rolling and Controlled Cooling
In low-carbon, normalized-free high-strength steels with small additions of Nb, V, and Ti, precise control of hot rolling and cooling processes allows the steel to achieve high strength and toughness in the rolled state.
This method is gaining attention for its potential to reduce costs by shortening the process. The strengthening mechanisms involved in controlled rolling and cooling are as follows:
Lower the slab reheating temperature as much as possible to refine austenite grains before rolling.
Deform the steel sufficiently in the lower austenite region to further refine the recrystallized austenite grains. Small additions of Nb and Ti inhibit recrystallization, promoting grain refinement.
Deformation just above the Ar₃ transformation temperature stretches the grains and creates deformation bands within the grains. These serve as nucleation sites for ferrite, producing very fine ferrite grains.
Continuing deformation into the two-phase region below the Ar₃ temperature further stretches the untransformed austenite grains and increases the density of deformation bands. Meanwhile, in transformed ferrite grains, high dislocation density sub-grains are formed, further refining the structure.
After controlled rolling, strength is significantly increased by controlled cooling (e.g., accelerated cooling or interrupted quenching). This is due to ferrite grain refinement and increased pearlite or bainite content.
For high-strength steels with tensile strength around 50 kg/mm², basic compositions include 0.07–0.15% C and 0.8–1.5% Mn. While there is little variation in basic chemistry among steelmakers, the selection of microalloying elements (Nb, V, Ti, REMs) and trace alloying elements (Cu, Ni, Cr, Mo), as well as process parameters such as temperature, degree of deformation, and cooling rate, differ by manufacturer.
Such steels are called TMCP (thermo-mechanical control process) steels. For these, strength increases as processing temperature decreases, but toughness reaches a peak when rolling is performed about 40°C below the Ar₃ temperature (in the dual-phase region). Nb steels, despite their lower carbon content, achieve higher strength than Si-Mn steels without Nb, particularly when rolled just below the Ar₃ temperature.
However, rolling below the Ar₃ temperature can lead to “separation,” a delamination defect in the thickness direction under high through-thickness stress. In such cases, processing temperatures must not be too low.
(2) Austempering
Austempering is a process where steel is quenched from the austenite region into a hot bath held above the Ms temperature and isothermally held until the supercooled austenite completely transforms into bainite, followed by air cooling.
No separate tempering is required for this treatment. As shown in the diagram (not provided), the center and surface of the steel reach the same temperature before the bainitic transformation, minimizing internal thermal gradients and thus reducing residual stress.
This method prevents quenching distortion and cracking. The bainitic structure formed has much better toughness than the structure formed by quenching and tempering.
In general, austempering greatly improves toughness and ductility compared to quench-and-temper treatments. However, one should not overlook the potential impact of temper embrittlement, especially with higher phosphorus content (~0.044%) and tempering temperatures around 315°C.
(3) Marquenching
Marquenching is a process in which steel is quenched from the austenite state into a hot bath just above the Ms temperature, held until the internal and external temperatures equalize, and then air cooled before the supercooled austenite begins to transform isothermally. This results in a slow, uniform martensitic transformation.
Although the cooling to the holding temperature causes surface and core temperature differences, there is no temperature difference during the subsequent martensitic transformation.
This results in slightly lower hardness compared to water-quenched martensite but significantly reduces internal stress, minimizing the risk of cracks or distortion.
If a bath below the Ms temperature is used or if slow cooling follows the bath, some martensite may be partially tempered. However, since most martensite remains untempered, a tempering treatment is required after marquenching.
This method is suitable for steels prone to quenching cracks or distortion, such as high-carbon steels, gauge steels, and bearing steels.
Water-soluble quenching fluids are primarily composed of polyalkylene glycol (commonly referred to as PAG, or polyoxyethylene oxypropylene glycol), which is a non-flammable aqueous solution with a small amount of corrosion inhibitors added.
PAG is fully soluble in water at temperatures below approximately 74–88°C, but separates from water at higher temperatures.
When a pre-heated metal part is immersed in this solution, a PAG film instantly forms on the surface, suppressing the formation of a vapor blanket and evenly distributing heat. This enables uniform hardening and helps prevent cracking and deformation.
The cooling rate and concentration of water-soluble quenching fluids can be broadly controlled by the structure and performance of the agitation system. This allows adjustments based on the material, shape, and size of the heat-treated parts, enabling a wide range of treatment outcomes.
Advantages of Water-Soluble Quenching Fluids
Minimal deformation, low risk of cracking or hardness irregularities, reduced reprocessing costs, and no degreasing required before tempering.
Improved mechanical properties allow the use of lower-cost materials. Also, minimal fluid remains on products, reducing overall fluid consumption.
Adjustable cooling rate by modifying concentration, fluid temperature, and flow rate, making it possible to achieve results comparable to water or mineral oil quenching.
No fire hazard, smoke, or soot, making it safer and easier to use.
Issues and Management of Water-Soluble Quenching Fluids
1. Contamination by Sludge and Foreign Substances
a. Unlike mineral oils, water-soluble fluids are diluted with water, making them more susceptible to contamination from accumulated sludge and particles.
The most common contaminants are iron oxide scale, soil, and dust. Fine floating particles in the fluid can interfere with PAG film formation, leading to rust, wear on conveyors and elevators, and equipment failure.
b. Using low-quality groundwater or contaminated water for extended periods leads to salt accumulation, which causes product contamination during cooling, resulting in unsatisfactory outcomes.
c. Carbide residues from forged parts may contaminate the fluid, slow the cooling rate, reduce product hardness, and result in shallower hardening.
d. When equipment is idle for long periods, microorganisms may multiply and degrade the PAG. Circulating air in the storage tank can suppress the growth of anaerobic bacteria, and adding a small amount of biocide can help control microbial activity.
These problems can increase electrical conductivity, lower the pH, and cause foaming, leading to various operational issues.
Management:
Perform regular cleaning to remove sludge and foreign matter.
Avoid using contaminated water such as groundwater or rainwater.
Operate the agitation pump periodically during equipment downtime to prevent microbial growth.
2. Concentration Control
If the fluid concentration is too low or equipment is idle for long periods, decomposition may occur, causing corrosion to both equipment and materials.
Concentration control is fundamental. Incorrect concentrations—whether too high or too low—can lead to cracking and other quality defects.
While refractometers are commonly used onsite for their convenience, their readings can be skewed by dissolved contaminants. Therefore, it’s recommended to periodically check with a hydrometer or viscometer for more accurate measurements. However, ionic substances like release agents and surfactants used in forging processes can also affect readings. For precise concentration measurements, testing should be outsourced to professional research institutions.
3. Foam Control
The main cause of foaming is often mechanical failure, but contaminated fluid also promotes foam generation.
Excessive agitation causes oxygen ingress, which leads to foaming. In clean fluid, the foam dissipates quickly, but in contaminated fluids, foam persists. In such cases, defoamers are typically added.
However, overuse of defoamers can degrade the performance of PAG and reduce cooling efficiency. Therefore, it is more effective to minimize foam generation through regular cleaning and fluid maintenance.
Final Recommendations
While proper fluid management and supplementation can delay or reduce contamination, it is impossible to fully restore contaminated fluid to its original condition.
Therefore, it is best to replace the entire fluid periodically, cleaning both the tank and related equipment at the same time.
Additionally, using SUS (stainless steel) materials for internal equipment components can help prevent contamination and corrosion.
Quenching of steel refers to a process in which heated steel is cooled at an appropriate rate, generally for the purpose of hardening the material.
Steel containing a suitable amount of carbon is heated to the austenite phase and then rapidly cooled to form a martensitic structure. The oil used for this rapid cooling is referred to as quenching oil, and oils used for other heat treatment processes such as tempering or annealing are collectively referred to as heat treatment oils.
1. Cooling Mechanism
As standardized in KS M 2170, most heat treatment oils are mineral oil-based. In general, “heat treatment oil” primarily refers to quenching oil.
The goal of quenching is to harden the steel without causing cracks or distortion. Cracks or deformation during quenching can occur due to the steel’s hardenability, shape, dimensions, residual stresses from prior processes, and the cooling capacity of the quenchant. The hardening of steel is determined by its hardenability, size, and the cooling performance of the quenchant.
Therefore, a key to successful quenching is to cool rapidly at first and slowly later. Water quenches quickly but has a higher risk of cracking or warping, whereas mineral oil quenches more slowly but results in less distortion.
The cooling performance of a liquid is generally lower when its vapor pressure, boiling point, surface tension, and viscosity are high, and greater when its latent heat of vaporization, specific heat, and thermal conductivity are high. Within the same type of mineral oil, heavier oil fractions have higher molecular weight and boiling point, lower vapor pressure, and higher flash point and viscosity. Consequently, both the characteristic temperature and onset temperature of convection stage also increase.
During rapid cooling using mineral oil-based heat treatment oils, the cooling process generally occurs in three stages:
Vapor Blanket Stage – Characterized by low cooling rate
Boiling Stage – Characterized by rapid cooling
Convection Stage
The characteristic temperature is defined as the temperature at which the vapor blanket collapses and nucleate boiling begins. The convection onset temperature is the point where cooling begins solely by convection. These two temperatures are crucial in governing the cooling behavior of heat treatment oils.
The higher the characteristic temperature and the lower the convection onset temperature, the greater the cooling performance. However, representing cooling performance solely by cooling curves is problematic, so the Grossman H-value is generally used to quantitatively express the cooling capacity.
2. Temperature Effects
The cooling performance of a quenchant changes with temperature. Water, for example, experiences a sharp drop in cooling efficiency as its temperature increases due to the easier formation and prolonged duration of the vapor blanket stage.
In the case of quenching oil, as the oil temperature increases, viscosity decreases, leading to an increase in characteristic temperature. Cooling performance reaches its peak at around 80°C, but decreases if the oil temperature rises further.
Vegetable oils such as rapeseed oil, soybean oil, peanut oil, and whale oil generally have higher characteristic temperatures and relatively good cooling performance. However, due to their high cost and rapid degradation, mineral oils are predominantly used today.
As the oil temperature rises, the H-value also increases and reaches its maximum between 60–80°C. Compared to water, the influence of liquid temperature on quenching oil is less significant, and 60–100°C is considered the optimal range for practical use.
For marquenching (hot bath quenching), where oil is used at around 200°C, the cooling performance is intentionally reduced. In this case, light oil with low flammability risk is recommended. Among oils with similar flash points, naphthenic oils provide better cooling performance than paraffinic oils. However, in general, mineral oils have inferior cooling capacity compared to vegetable oils. To improve performance, methods such as reducing surface tension or inhibiting vaporization are under investigation.
While enhancing cooling performance is relatively simple, it often leads to shorter oil lifespan. Therefore, it’s generally better to use long-life mineral oils and supplement any cooling deficiencies with agitation. However, this can lead to uneven quenching and distortion due to different cooling rates on various parts of the component.
3. Effect of Agitation
Agitation during quenching significantly influences cooling performance.
It is standard practice in heat treatment facilities to equip quenching oil tanks with agitation devices. These devices, or manual shaking of the parts in the oil, help achieve appropriate cooling rates for the parts.
Agitation disrupts the formation of the vapor blanket, shortening that stage and enhancing the boiling and convection phases, leading to improved overall cooling.
When agitation begins in a static bath, cooling efficiency rises sharply at first but then levels off or even decreases with excessive flow rates. On cooling curves, strong agitation can make the three cooling stages less distinct.
4. Non-Aqueous Heat Treatment Oils
Paraffinic base oils generally have higher characteristic temperatures than naphthenic base oils. Adding bright stock improves cooling performance. Mixing low-viscosity and high-viscosity mineral oils results in intermediate values for both characteristic and convection onset temperatures.
Cooling enhancers include polyisobutylene, methacrylate polymers, ashless dispersants, terpene polymer resins, petroleum sulfonates, oxidized asphalt, and coal tar. Among these, polyisobutylene, petroleum heavy fractions, and sulfonates are commonly used. These are all high molecular weight substances that are difficult to evaporate, contributing to an increase in characteristic temperature.
However, depending on the additive used, negative effects on stability or brightness may occur, meaning selection cannot be based on cooling enhancement alone. Hence, there are few additives suitable for practical use.
Water-soluble quenching oils can be classified into two types based on whether they form a film on the surface of the quenched part during the cooling process:
Non-Film Forming Type: Does not create a film on the surface during quenching.
Film Forming Type: Creates a thin film at lower cooling temperatures (below 300°C).
1. Non-Film Forming Aqueous Solutions
(1) Acidic Solutions
Inorganic acid solutions, such as sulfuric acid and hydrochloric acid, show varying cooling characteristics depending on concentration and temperature.
For example, a 10% hydrochloric acid solution at 20°C has an H-value of 4.5 in the high-temperature range and 0.2 in the low-temperature range.
Organic acids such as acetic acid (20%, 20°C) show H-values of 1.5 (high-temp) and 0.35 (low-temp).
(2) Alkaline Solutions
Sodium hydroxide (NaOH) and potassium hydroxide (KOH) are commonly used.
A 5% NaOH solution at 20°C shows H-values of 10.5 (high-temp) and 0.8 (low-temp).
(3) Salt Solutions (Brine)
Common salts include NaCl and CaCl₂.
A 10% NaCl solution at 20°C has H-values of 9.0 (high-temp) and 0.65 (low-temp).
These salt solutions have higher cooling performance than water due to elevated boiling points caused by dissolved salts, which delay vapor formation.
(4) Emulsion-Type Solutions
This includes solutions of soap and water-soluble oils.
A 0.05% soap solution at 20°C has an H-value of 0.05 at high temps, which increases around 400°C and then drops to 0.65 at lower temps.
(5) Glycol-Based Solutions
These include both polymers and monomers.
Polyalkylene Glycol (PAG): Also known as polyethylene glycol ether, it has been used industrially since the early 1960s. Special synthesis and blending techniques provide long-term thermal stability and corrosion resistance.
Polyethylene Glycol (PEG): Obtained by polymerizing ethylene oxide. Due to technical limitations, it hasn’t been widely applied.
Ethylene Glycol: A colorless liquid with a sweet taste that absorbs moisture and is miscible with water, ethanol, and acetic acid. Upon oxidation, it forms glycolic acid, glyoxal, and oxalic acid. It’s widely used in Tetron production, alkyd resins, antifreeze, pharmaceuticals, and cosmetics.
Glycerin: Used as a laxative, lubricant, and moisturizer. In combination with other drugs, it’s used in creams, eye drops, and injections for treating frostbite, dry eyes, or for volume reduction during surgery.
2. Film Forming Aqueous Solutions
When using film-forming aqueous solutions for spray cooling, solutes typically decompose or burn at high temperatures and do not adhere to the part’s surface, resulting in cooling performance similar to water. However, at lower temperatures, the solutes form a film on the surface, slowing the cooling rate.
To fully utilize these advantages, the following performance characteristics are required:
Ability to achieve desired cooling performance based on concentration and temperature.
Ease of managing cooling performance.
Minimal quality change due to degradation.
Resistance to spoilage.
Ease of wastewater treatment.
Meeting these conditions allows for broader adoption of water-based quenching over oil-based methods, expanding steel selection options.
3. Precautions When Using Water-Soluble Quenching Oils
Uniform Cooling: Ensure even and simultaneous cooling across the part to avoid quenching cracks, particularly in the low-temperature range.
Safety: Acidic and alkaline solutions can be hazardous. While salt solutions pose less risk, attention should still be paid to the specific solute. Glycol-based solutions (non-film-forming) may have odors but are generally safer. Synthetic film-forming solutions offer good stability, while natural solutions tend to spoil and produce odors.
Cooling Management: Cooling performance is greatly affected by solution concentration, fluid concentration, and contact velocity. It’s advisable to keep the cooling liquid temperature below 40°C.
4. Selecting Quenching Oils
Quenching oil must be selected based on various factors:
Type of steel and its shape, size, required hardness, metal structure, and expected deformation.
Quenching method: conventional, atmospheric, salt bath, induction, flame, etc.
Heating method: gas, electric, kerosene, diesel.
Furnace type: batch, pit, continuous.
Carburizing method: gas, liquid, solid.
Steel grade, dimensions, and tempering temperature.
Oil tank specs: capacity, agitator type and speed, cooling system size.
Currently used quenching media and any issues with it.
Proper evaluation of these factors is essential for choosing the appropriate heat treatment oil.
In precision manufacturing, the quality and consistency of your heat treatment process can make or break your final product. At the core of this process is the heat treatment solution, most commonly composed of Polyalkylene Glycol (PAG) — a low-toxicity, biodegradable compound also used in cosmetics.
Unlike traditional oils or additives, PAG is gentle on both equipment and the environment. When diluted below 0.1%, it poses virtually no harm to living organisms and generates minimal biological oxygen demand (BOD), making disposal far safer and more sustainable. For unused solutions, advanced filtering devices like Polymer Separation Devices (PSD) can separate out valuable components while allowing safe water disposal.
However, the story changes once the solution is used. Industrial heat treatment environments introduce various contaminants into the mix — many of which can degrade solution performance, damage equipment, or even skew your quality control metrics.
Let’s break down the key types of contamination and what you can do about them.
Solid Particle Contamination: The Silent Disruptor
Over time, heat treatment tanks tend to accumulate iron oxide scale, dirt, dust, and machining debris. These floating particles don’t directly affect cooling speed like some salts, but they interfere with adhesion to the PAG film, reduce the solution’s rust-prevention properties, and contribute to equipment wear and breakdowns.
Best Practices: Combine filtration, magnetic separation, or centrifugation methods to effectively remove solids. Using two complementary methods provides better results than relying on just one.
Salt Contamination: Invisible but Impactful
Even when using tap water, long-term use of low-grade groundwater can lead to salt accumulation in your system. These salts alter the cooling rate and often result in inaccurate refractometer readings, leading operators to believe the solution is more concentrated than it really is.
Solution: Always cross-check with a viscometer or calibrated concentration meter to maintain precise process control.
Mineral Oil Contamination: Cooling and Combustion Risks
Hydraulic oils, quenching oils, and machining lubricants can easily find their way into your heat treatment solution. These oils slow cooling rates, reduce material hardness, and may even ignite on the solution’s surface.
Watch Out For: Tank conversions from oil-based to water-soluble systems can leave residual oil in heat exchangers, which contaminates the solution over time.
In active systems, microorganisms typically don’t survive. But when operations pause — especially in warm environments — oil-contaminated solutions can become breeding grounds for bacteria.
Fortunately, PAG is naturally biodegradable, making it safer and more eco-friendly than petroleum-based alternatives. You can prevent microbial growth through tank aeration or the addition of non-toxic biocides.
Degreaser Contamination: A Data Distortion Trap
In some workflows, machining occurs before heat treatment, and cutting oils or degreasers can remain on the product. Over time, these build up in the solution, leading to increased refractometer readings — even as the actual PAG concentration drops.
Tip: Don’t rely solely on a refractometer. Always verify readings with a viscometer to ensure your solution concentration is accurate and consistent.
Environmentally Safe, Operationally Smart
While PAG-based solutions offer significant environmental and operational advantages, they are still vulnerable to contamination. By proactively managing pollutants — from solids to oils — you can extend the life of your solution, improve part quality, and reduce equipment downtime.
Ready to optimize your heat treatment system?
Connect with our technical team for customized filtration and solution monitoring strategies that keep your operations running clean and compliant.