The global wave of ESG (Environmental, Social, and Governance) management is rapidly changing the landscape of manufacturing sites. In the past, productivity and processing quality were the only top priorities, but now ‘eco-friendliness’ and ‘worker safety’ have become core indicators that determine the success or failure of factory operations.
Amidst these changes, the most spotlighted consumable in recent press and punching operations is eco-friendly and odorless punching oil. In this article, we will take a detailed look at the trend of eco-friendly punching oil—which is leading a sustainable future in manufacturing—and explore why it should be adopted.

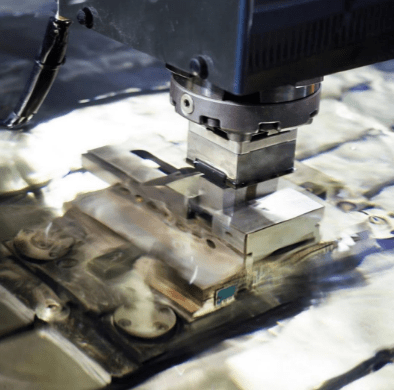
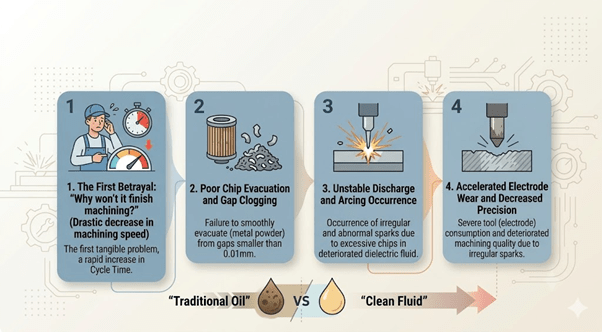
1. Limitations of Conventional Punching Oils and On-Site Challenges
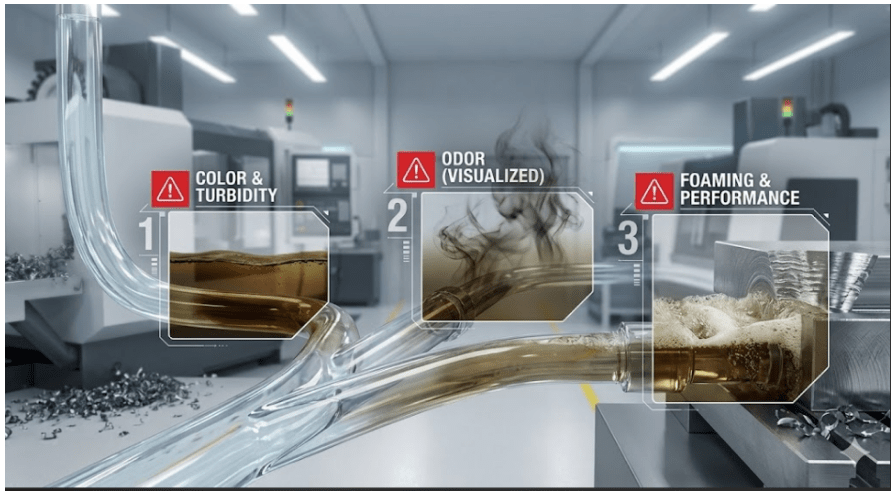
The conventional volatile punching oils widely used in the field had the advantage of reducing post-cleaning processes thanks to their strong volatility. However, they carried the following critical issues:
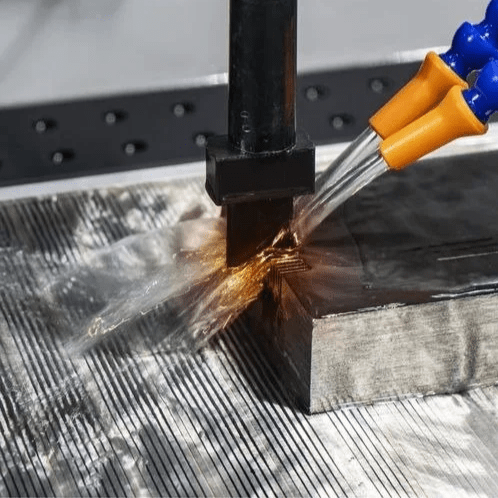
- Strong Odor and Harmful Substances: VOCs (Volatile Organic Compounds) generated during the evaporation process and the distinctive petroleum smell were major causes of respiratory diseases and headaches among workers.
- Fire and Explosion Risks: Due to their generally low flash points, there was a high risk of fire accidents triggered by small sparks or high-temperature work environments.
- Pressure from Environmental Regulations: As air pollution and waste disposal standards tighten, regulatory pressure from the government and B2B buyers against the continued use of existing oil-based products is intensifying.
2. Why Eco-Friendly, Odorless Punching Oil is the Mainstream Trend

Next-generation punching oils, which are recently being developed and introduced, perfectly address these on-site challenges and are setting new ESG standards for the manufacturing industry.
- An Odorless Work Environment: The most immediately noticeable change is the “smell.” By heavily refining aromatic compounds or utilizing plant-based raw materials, these oils generate almost no odor, even inside enclosed factories. This is a crucial factor in increasing worker job satisfaction and lowering turnover rates.
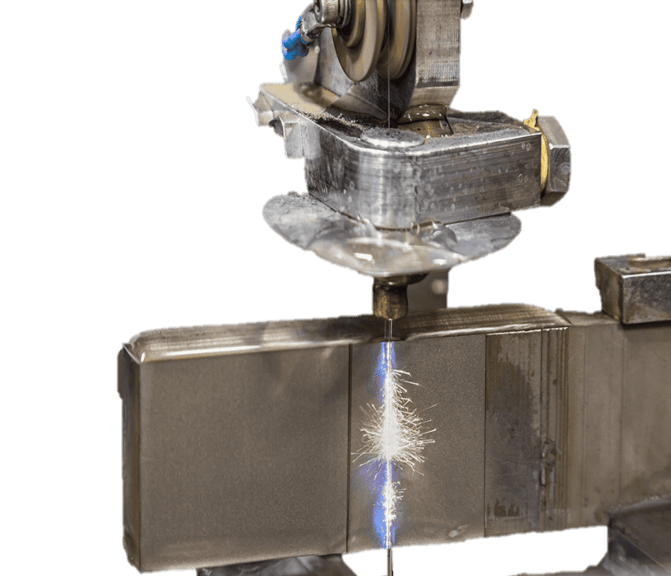
- Greatly Enhanced Worker Safety: Eco-friendly punching oils are designed with high flash points in mind from the development stage. Their high flash point characteristics make them less prone to ignition, drastically reducing the risk of fire from friction heat generated during high-speed press processing.
- Compliance with Chemical Regulations and Certifications: Most of these products have passed stringent environmental standards, such as Europe’s REACH or Korea’s Chemicals Control Act. By using certified eco-friendly products, small and medium-sized enterprises (SMEs) can gain a competitive edge during supply chain due diligence by global corporations.
3. Expected Benefits for Manufacturers

The concern that “eco-friendly products are expensive and underperforming” is a thing of the past. Thanks to technological advancements, modern eco-friendly and odorless punching oils capture both economic efficiency and productivity.
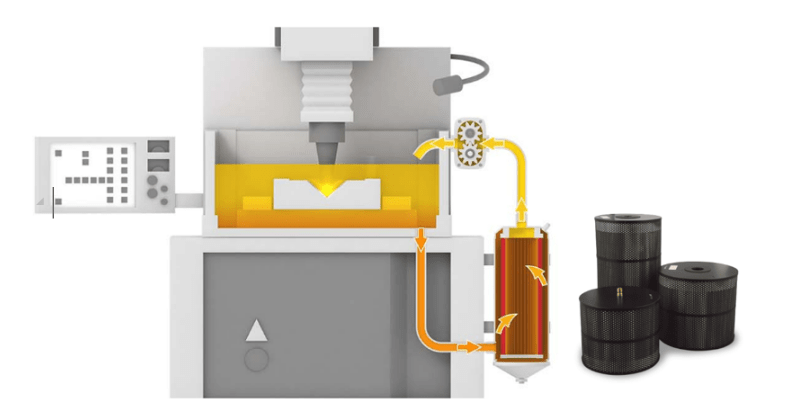
In fact, their excellent lubricity reduces mold wear, cutting down long-term consumable costs. Furthermore, they significantly reduce the subsequent degreasing (cleaning) step, thereby increasing overall process efficiency.
4. Practical Tips for a Successful Transition
To successfully introduce eco-friendly punching oil to your factory, there are a few things to verify:
- Compatibility Testing by Material: It is essential to conduct a preliminary sample test to ensure no discoloration or corrosion occurs depending on the type of metal being processed (e.g., aluminum, stainless steel, copper).
- Checking Evaporation Speed: You must verify if the oil’s volatility matches the speed of your processing line to ensure no residue is left on the parts after processing.
- Verifying the MSDS (Material Safety Data Sheet): Before making a purchasing decision, carefully compare the MSDS documents to confirm that the product is indeed an eco-friendly option free of harmful substances.
Conclusion: A Matter of Survival, Not Choice
Eco-friendly management is no longer just a “gold star” for improving a company’s image. It is an essential survival strategy for the manufacturing industry to participate in the global supply chain and overcome the high barriers of environmental regulations.
If you want to change the factory air you breathe every day, protect your site from fire risks, and prove your eco-friendly manufacturing competitiveness to buyers, now is the time to reevaluate your punching oil.
Eco-friendly manufacturing competitiveness is now a necessity, not an option.
If you are curious about our fast-evaporating and odorless eco-friendly punching oils, please feel free to contact us at Dyna Solution at any time.
Dyna Solution Co., Ltd.
Industrial Lubricant Solution
E-Mail : dyna@dynachem.co.kr
Web : dyna.co.kr/en/